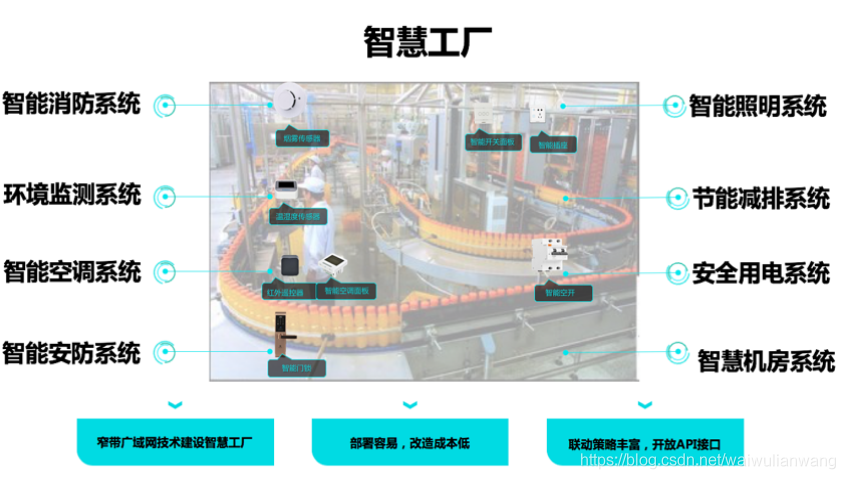
对于自动化和智慧工厂,大部分人会着眼于工厂的主要业务生产革新、工艺创新、供应链创新。而实际上从一家工厂日常运营来说是由很多业务有机结合最终以整体方式来运行的,只有全方位的创新和变革才能真正建成可落地的智慧工厂。智慧工厂可以实现实时了解工厂环境温湿度、消防设施异常等,一旦有异常情况,就将及时通过短信、APP、内部系统等多种方式告知;提前预知用电安全隐患,及时处理,防范安全事故发生;可视化运维,统计电量,电量趋势展示;节能省电,物联网设备远程巡检或控制,平台统一管控,减少不必要的浪费。还可以根据实际应用场景,自行选择策略组合,实现所有物联网设备的智能、自动化控制,手机APP实时查看状态,接收告警信息,随时随地运维,一切尽在掌握。
目录
一、智慧工厂管理系统方案介绍
二、智慧工厂管理系统方案优点
三、智慧工厂管理系统方案功能
四、智慧工厂管理系统方案特点
五、智慧工厂管理系统的基本架构
六、智慧工厂管理系统应用范围
七、智慧工厂管理系统发展前景
正文
一、智慧工厂管理系统方案介绍
智慧工厂管理系统是一个集合设备故障监测,设备生产数量查看, 报表生成及打印,下放生产计划,故障单查看及打印等众多强大功能的综合管理平台,是在计算机互联网的基础上,是要传感器技术、数据通信等技术,构造一个可以提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产与生产进度的网络平台,构建一个高效节能的、绿色环保的、环境舒适的人性化工厂。
智慧工厂管理系统对厂区内现场进出工作人员等实时情况。根据覆盖区域面积的实际情况进行定位单元的布置,并将其连成一个整体的定位网络,确保指定地点及区域内工作人员,经过对厂区的详细勘察,满足管理功能。外访人员门卫签到领取访客标签,监控调度室或厂门岗设立显示屏,实时显示当天进入人数,出来人数,厂内剩余多少人;人员进行分类(如本单位职工、外单位职工)。访客标签可设定通行区域,闯入报警,定位标签已警报灯或震动警报提醒等等。

二、智慧工厂管理系统方案优点
智慧工厂是现代工厂信息化发展的新阶段。是在数字化工厂的基础上,利用物联网的技术和设备监控技术加强信息管理和服务;清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计画编排与生产进度。并加上绿色智能的手段和智能系统等新兴技术于一体,构建一个高效节能的、绿色环保的、环境舒适的人性化工厂。
1、系统具有自主能力:可采集与理解外界及自身的资讯,并以之分析判及规划自身行为
2、整体可视技术的实践:结合讯号处理、推理预测、彷真及多媒体技术,将实境扩增展示现实生活中的设计与制造过程。
3、协调、重组及扩充特性:系统中各组承担为可依据工作任务,自行组成最佳系统结构。
4、自我学习及维护能力:透过系统自我学习功能,在制造过程中落实资料库补充、更新,及自动执行故障诊断,并具备对故障排除与维护,或通知对的系统执行的能力。
5、人机共存的系统:人机之间具备互相协调合作关系,各自在不同层次之间相辅相成。
三、智慧工厂管理系统方案功能
智慧工厂管理系统对厂区内现场进出工作人员等实时情况。根据覆盖区域面积的实际情况进行定位单元的布置,并将其连成一个整体的定位网络,确保指定地点及区域内工作人员,经过对厂区的详细勘察,满足管理功能。外访人员门卫签到领取访客标签,监控调度室或厂门岗设立显示屏,实时显示当天进入人数,出来人数,厂内剩余多少人;人员进行分类(如本单位职工、外单位职工)。访客标签可设定通行区域,闯入报警,定位标签已警报灯或震动警报提醒等等。
1、智能车间:生产自动化、维护智能化、分装迅捷化
智能车间为整个智慧工厂的核心功能模块,它在原有工厂电气化的基础上进行升级改造,加装各种控制器,将生产过程变得简单易学,可实现工人的快速培训、快速上岗、减少培训费用支出,降低生产成本;将生产过程程式化,降低生产过程中残次品的产生。
从生产环节有效降低不可抗拒损耗,严格把控原料质量(检测系统),从源头管控提升产品整体质量;以现有MES为管控中心,以单台自动化设备为终端,实现产品生产一键下发,设备维护智能化管理,有效缩短维护反应时间,保障生产车间高效运行;产出成品或半成品经初检合格后,进入自动化车间分装系统,进入产线控制系统(TCS),减少不必要的分装转运环节,提高劳动效率。
2、智能仓储转运系统(WCS、WMS、TCS):成品(半成品)自动转运,自动出入库,仓库管理实现完全自动化
智能仓储转运系统扮演着工厂生产调度者的重要角色,它接收来自生产车间的成品(半成品),转运来自订单需求的成品(或下一级生产车间的半成品加工需求)。
在实际的工作上一级生产车间和下一级生产车间(或转运车间)生产和转运的矛盾往往无法调和,智能仓库转运系统可以在上下级车间中缓解生产矛盾,严格控制上下级车间存量,做到合理调配,
科学调度;仓储转运系统可实现全自动化出入库,降低仓库维护人员数量,提高仓储效能比率。
3、智能品质管控:产品品质管控智能化
智能品质管控依托工厂大数据和人工智能技术,对智慧工厂品质管控环节历史数据以及当前数据进行处理分析,搭建计算机视觉识别网络,运用统计学原理对产品进行精准品质分析,避免残次品流入市场,影响企业品牌形象。
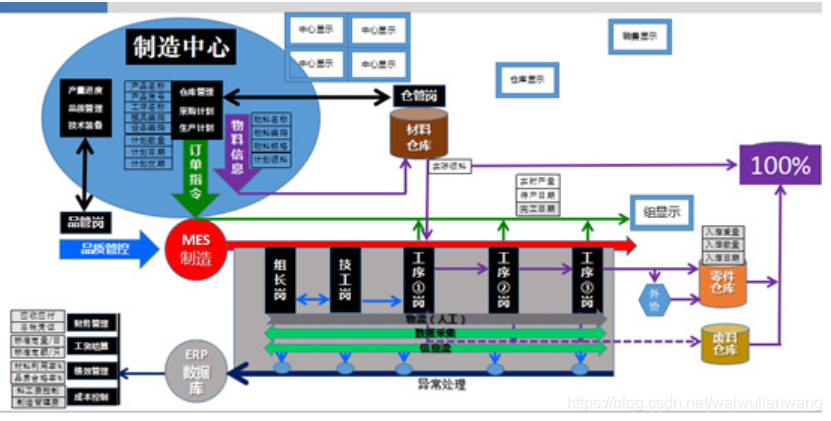
4、集成相关管理系统:与ERP,MES系统集成
与工厂现有ERP和MES系统集成,实现订单、原料管控、人员管理、成本分析、生产计划、生产具体实施、仓储物流、成品进入市场全过程无缝衔接,工厂生产管理完全智能化。
5、产品追溯系统:产品生产全周期追溯
产品问题追溯一直是困扰工厂生产的较为严重问题之一,产品追溯系统从半成品开始就生成此项产品的唯一工厂标识码,存在于整个生产周期,通过追溯标识码可以定位到其生产机台,转运时间,入库时间,存储库位信息,出库时间,有效降低不合格品的管理成本,做到责任到人。
四、智慧工厂管理系统方案特点
智慧工厂能源监控系统平台采用智能物联网架构,将大数据、云计算、人工智能、机器学习、远程运维等技术应用到智慧工厂能源监控系统管理的实际中。全面提升能源的利用效率和智能化水平,构建智慧工厂能源监控系统数据采集、边缘计算,反向控制、数据分析、策略优化、策略下发和能源预测等功能,通过节能策略的执行和控制,大数据挖掘建模,实现能源控制、管理、运维一体化平台。
1、利用物联网技术实现设备间高效的信息互联,数字工厂向“物联工厂”升级,操作人员可实现获取生产设备、物料、成品灯相互间的动态生产数据,满足工厂24小时监测需求;
2、基于庞大数据库实现数据挖掘与分析,使工厂具备自我学习能力,并在此基础上完成能源消耗的优化、生产决策的自动判断等任务;
3、引入基于计算机数控机床、机器人等高度智能化的自动化生产线,满足个性化定制柔性化生产需求,有效缩短产品生产周期,并同时大幅降低产品成本;
4、配套智能物流仓储系统,通过自动化立体仓库、自动输送分拣系统、智能仓储管理系统等实现仓库管理过程中各环节数据录入的实时性以及对于货物出入库管理的高效性;
5、工厂内配备电子看板显示生产的实时动态,同时,操作人员可远程参与生产过程的修正或指挥。

五、智慧工厂管理系统的基本架构
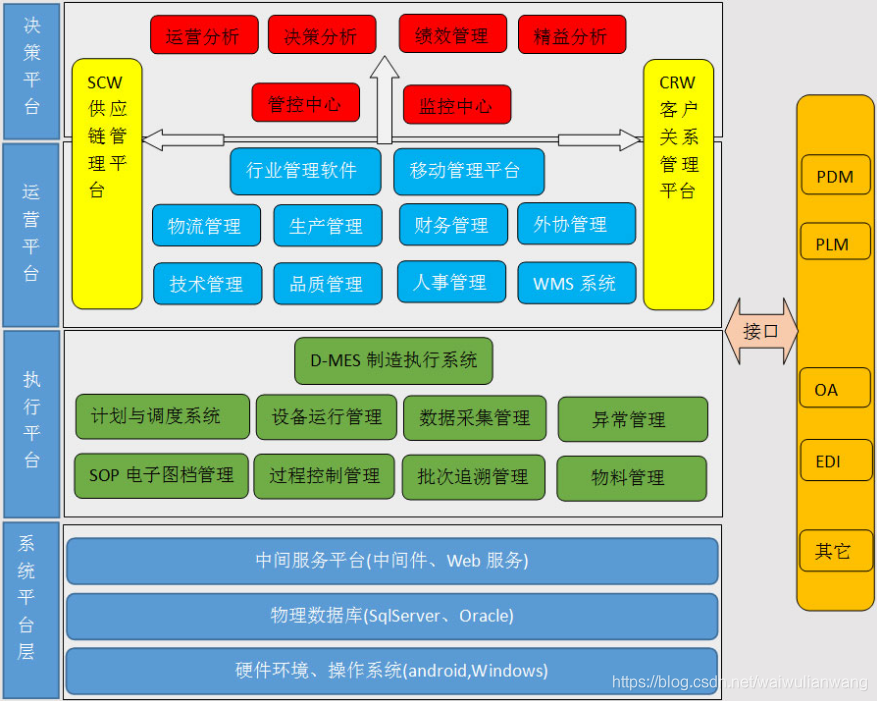
智慧工厂的核心是数字化、信息化贯通生产的各个环节,降低从设计到生产制造之间的不确定性,从而缩短产品设计到生产的转化时间,并且提高产品的可靠性与成功率。不仅仅涉及硬件设备的集成,更多是顶层架构设计和软件方面的系统集成。物联网和服务网是智慧工厂的信息技术基础。
与生产计划、物流、能源和经营相关的ERP、SCR、CRM等,和产品设计、技术相关的PLM处在最上层,与服务网紧紧相连。
与制造生产设备和生产线控制、调度、排产等相关的PCS、MES功能通过CPS物理信息系统实现。这一层和工业物联网紧紧相连。
从制成品形成和产品生命周期服务的维度,还需要具有智慧的原材料供应、智慧的售后服务,构成实时互联互通的信息交换。
智慧的原材料供应和售后服务,需要充分利用服务网和物联网的功能。
六、智慧工厂管理系统应用范围
智慧工厂管理系统提供真人语音、双向电话、双向短信、电子邮件、传真、打印、微博等多种报警方式,提供可扩充的管理模块和可定制的报表统计功能,提供深度数据挖掘与分析,实现系统运行的高效、安全、节能,极大地提高整个工厂的智能化水平。
1、工厂生产管理
我们推出的智能工厂管理系统,通过前端传感设备自动统计生产数量,或通过智能键盘、触摸设备由机台操作工人辅助录入,后台软件与工厂的ERP系统、下单系统、入库系统进行互联,实时汇总各类数据,生成各种报表,极大地提高了生产效率和管理水平。
2、工厂设备管理
对工厂环境设备,比如空调、配电房、发电机、网络设备、灯光、漏水、水槽等设备进行实时检测。 对工厂生产设备的工作状态、用电量、表面温度、水位油位等参数进行实时监控。
从设备的计划开始,对研究,设计,制造,检验,购置,安装,使用,维修,改造,更新,直至报废的全过程管理,是一项兼有技术,经济,业务三方面的技术管理工作.设备管理的全过程涉及到设备的设计,制造,安装,使用等许多部门和单位,所以从宏观范围来看,设备的日常管理是社会管理.而对使用设备的企业来说,企业的设备日常管理是一个企业范围内的微观管理。
3、工厂安全管理
对消防、闭路电视、周界红外、一卡通等系统进行综合集成。各系统间可紧密协作、互相联动、极大的提高安全管理水平。
要实现对生产设备的全方位保护,必须采取各种措施。其中包括关于PC和控制系统防护措施的公司部门及其准则,以及通过对网络进行分段实现对自动化单元的保护。智慧工厂的安全模块——众多组件,以建设保护单元。依托单元保护的概念,设备的网络被细分成受保护的自动化单元,其中所有设备都能彼此安全通信。各个单元连接到受VPN(虚拟专用网络)和防火墙保护的整体网络。单元保护可降低整个生产设备发生故障的几率,并延长正常工作时间。因此,有效的工厂和数据保护措施必须提供全方位的深入保护。

七、智慧工厂管理系统发展前景
智慧工厂是现代工厂信息化发展的新阶段,是在数字化工厂的基础上,利用物联网技术和设备远程监控技术加强信息管理和服务;清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计划编排与生产进度。智能化是智慧工厂的最后步骤,在走向智能化之前需先实现执行层自动化、管理层信息化。自动化方面,随着自动化解决方案提供商技术和服务的进步,以及下游客户竞争效应的扩大,智慧工厂的价值空间将不断增加;信息化方面,国产工业软件在近几年借助有利的政策以及日益扩大的国内需求,智慧工厂前景非常广阔。