声明
本文是学习GB-T 42916-2023 铝及铝合金产品标识. 而整理的学习笔记,分享出来希望更多人受益,如果存在侵权请及时联系我们
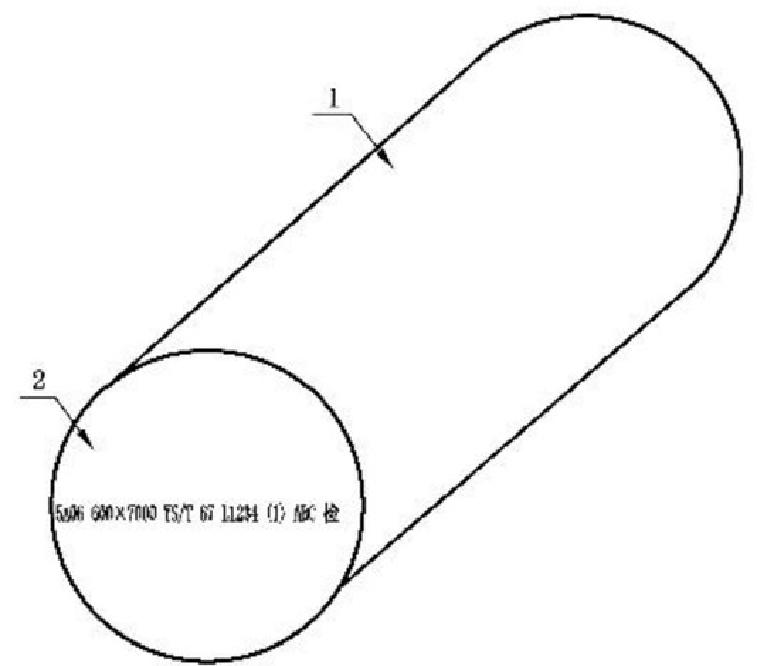
1— 圆铸锭表面;
2——切完头尾的圆铸锭尾端(引锭头端)。
图 9 圆铸锭刻痕标识示意图(一)
示 例 2 :
5A06 牌号、铸态、尺寸规格为600 mm (直径)×7000 mm (长度)、产品标准编号为
YS/T 67、熔次号为 L1234、 铸锭 根号为1,生产单位名称(或代号)为 ABC,
供方技术监督部门的检印为"检",单排信息标识示意图见图10a),双排信息标
识示意图见图10b)。
a) 单排信息标识
b) 双排信息标识
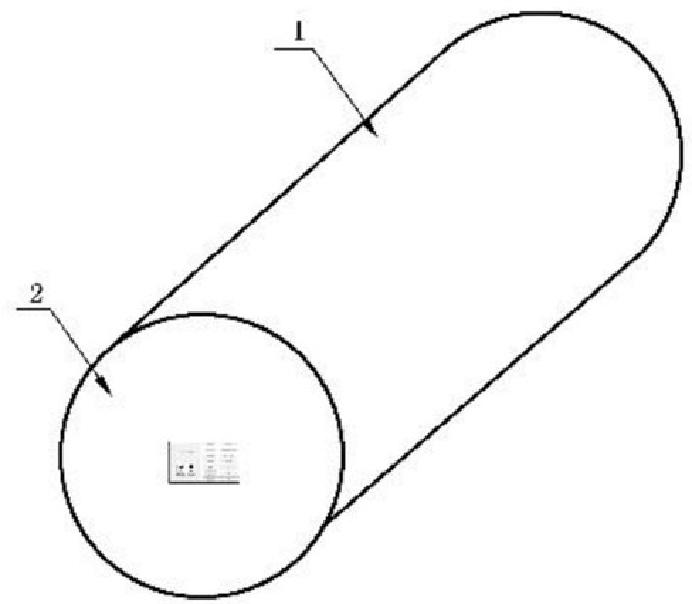
标引序号说明:
1 - - 圆铸锭表面;
2——切完头尾的圆铸锭尾端(引锭头端)。
图10 圆铸锭刻痕标识示意图(二)
6.3.2.2 喷码标识
喷码标识应在铸锭表面上,按牌号、状态(均匀化状态铸锭用O₃
标识,铸态铸锭不标识)、尺寸规格、
产品标准编号(有要求时,应标识)、熔次号、根号(有要求时,应标识)、生产单位名称(或代号)、重量(有
要求时,应标识)以及供方技术监督部门的检印顺序进行标识,标识信息可采用单排或双排单点喷码
标识。
示例1:
5A06 牌号、均匀化状态、尺寸规格为600 mm (直径)×7000
ABC、 供方技术监督部门的检印为“A1”,标识示意图见图11。

a) 单排信息标识
标引序号说明:
1—— 圆铸锭表面;
2——切完头尾的圆铸锭尾端(引锭头端)。
GB/T 42916—2023
mm (长度)、熔次号为 L1234、 生产单位名称(或代号)为

b) 双排信息标识
图11 圆铸锭喷码标识示意图(一)
示 例 2 :
5A06 牌号、尺寸规格为600 mm (直径)×7000 mm (长度)、产品标准编号为 YS/T
67、熔次号为 L1234、 铸锭根号
1-1,生产单位名称(或代号)为 ABC, 重量为2101
kg,供方技术监督部门的检印为"A1", 标识示意图见图12。

标引序号说明:
1—— 圆铸锭表面;
2——切完头尾的圆铸锭尾端(引锭头端)。
图12 圆铸锭喷码标识示意图(二)
6.3.2.3 标签标识
圆铸锭标签标识应在铸锭尾部的端面上贴标签,应包括牌号、状态(均匀化状态铸锭用O。标识,铸
态铸锭不标识)、尺寸规格、产品标准编号、熔次号、生产单位名称(或代号)、供方技术监督部门的检
 GB/T 42916—2023
GB/T 42916—2023
印,还可包含需方要求的其他信息。
示例1:
5A06 牌号、铸态、尺寸规格为600 mm (直径)×7000 mm
(长度)、产品标准编号为 YS/T 67、熔次号为 L1234, 生产
单位名称(或代号)为 ABC, 供方技术监督部门的检印为"检1",标识示意图见图13。
3
|
|
|---|---|
|
|
|
|
|
|
|
|
|
|
a) 贴标签标识 b) 标签信息
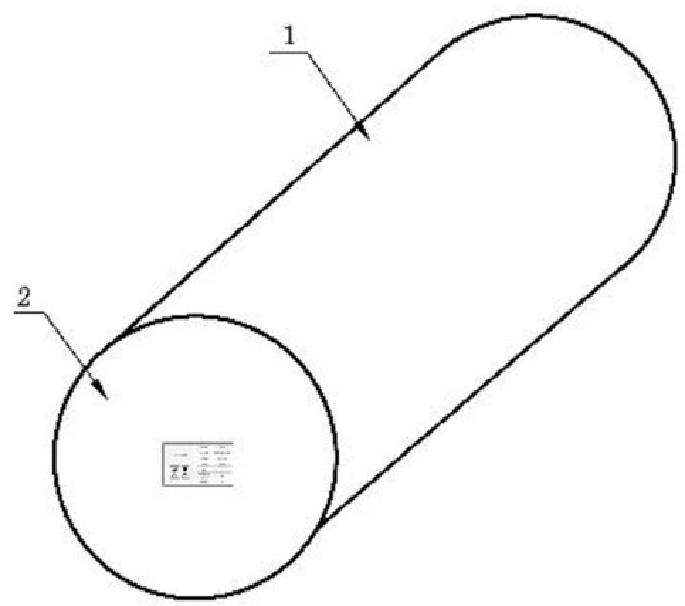
标引序号说明:
1— 圆铸锭表面;
2——切完头尾的圆铸锭尾端(引锭头端);
3——虚框信息为附加信息,可以不加,也可调整摆放位置。
图13 圆铸锭标签标识示意图(一)
示例2:
5A06 牌号、均匀化状态、尺寸规格为600 mm (直径)×7000 mm
(长度)、产品标准编号为 YS/T 67、熔次号为
L1234、铸锭根号为1-1,生产单位名称(或代号)为 ABC, 重量为2101
kg,供方技术监督部门的检印为"检1",标识示意图
见图14。
3
|
|
5A06 O₃ |
|
|---|---|---|---|
|
|
||
|
|
||
|
|
||
|
|
||
|
|
||
|
|
||
|
|
a) 贴标签标识 b) 标签信息
标引序号说明:
1 — - 圆铸锭表面;
2——切完头尾的圆铸锭尾端(引锭头端);
3——虚框信息为附加信息,可以不加,也可调整摆放位置。
图14 圆铸锭标签标识示意图(二)
GB/T 42916—2023
6.3.2.4 信息化标识
圆铸锭信息化标识按6.3.1.4的规定进行。
7 板材标识
7.1 标识选择
7.1.1 厚度小于10 mm 的板材宜采用喷码标识,也可采用C
组合标识。厚度不小于10 mm 的板材宜
采用刻痕标识,也可采用喷码标识、标签标识或组合标识。
7.1.2
需方要求采用喷码标识时,可采用单点喷码、四周喷码或连续喷码,产品标准或订货单(或合同)
未注明板材喷码方式时,宜采用单点喷码。
7.1.3 航空、航天用铝及铝合金板材标识应符合 B.2 的规定。
7.2 标识信息
板材不同标识方式的标识信息应符合表3的规定。
表 3 板材标识信息
|
|
||
|---|---|---|---|
|
|
|
|
|
|
||
|
|||
|
|
|
|
|
|
||
|
|
||
|
|
||
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|||
|
|||
|
|
|
|
|
|||
|
|||
|
|||
|
|||
|
|||
GB/T 42916—2023
7.3 标 识 规 则
7.3.1 刻痕标识
板材刻痕标识应在板材任一
宽度方向的端面上,按牌号、状态、厚度(或花纹代号)、批号、生产单位
名称(或代号)、供方技术监督部门的检印顺序进行标识,标识信息可采用单排或双排标识。
示例1:
2A12 牌号、T4 状态、厚度为102 mm、 批号为 L1234
的板材,供方技术监督部门的检印为"检",标识示意图见图15。

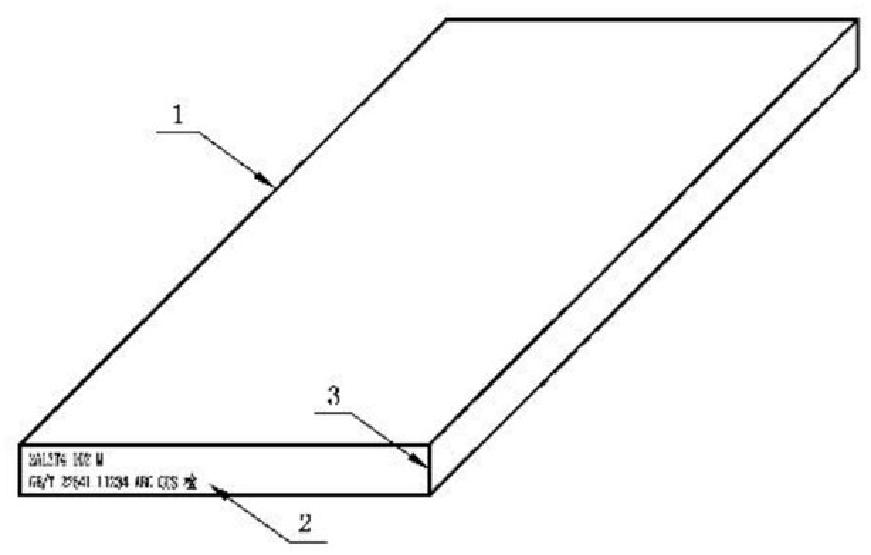
标引序号说明:
1——板材轧制方向;
2——板材宽度方向;
3——板材高度方向。
图 1 5 板材刻痕标识示意图( 一 )
示例2:
2A12 牌号、T4 状态、尺寸规格为102 mm
(厚)、船板外板“M”标识、产品标准编号为 GB/T 22641、批号为 L1234 的
板材,生产单位名称(或代号)为 ABC,
中国船级社认证,供方技术监督部门的检印为"检",标识示意图见图16。
标引序号说明:
1——板材轧制方向;
2——板材宽度方向;
3——板材高度方向。
图 1 6 板材刻痕标识示意图(二)
GB/T 42916—2023
7.3.2 喷码标识
7.3.2.1 单点喷码
7.3.2.1.1
板材单点喷码在轧制表面四周沿任一长度或宽度方向,按照牌号、状态、尺寸规格(或花纹代
号)、产品标准编号、批号、生产单位名称(或代号)、供方技术监督部门的检印顺序进行标识,标识信息宜
采用单排标识。
7.3.2.1.2
板材的单点喷码标识文字在其所在边目视观察应为正向字体,且标识应与所在边保持平
行,标识信息距板材边部应保持(250±50)mm 的距离。
示例:
2A12 牌号、T4 状态、尺寸规格为102 mm (厚)×1900 mm (宽)×7000 mm
(长)、产品标准编号为GB/T 3880、批号
为 L1234 的板材,生产单位名称(或代号)为 ABC,
供方技术监督部门的检印为"检",标识示意图见图17。
单位为毫米
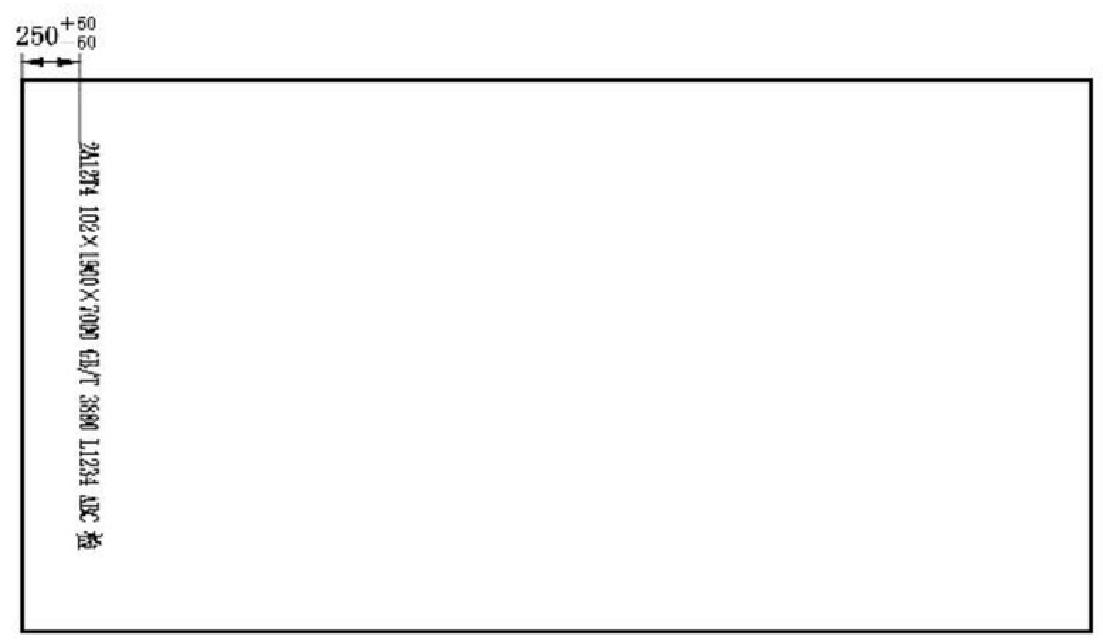
图 1 7 板材单点喷码示意图
7.3.2.2 四周连续喷码
7.3.2.2.1
板材四周喷码沿板材轧制表面四周,按牌号、状态、尺寸规格(或花纹代号)、产品标准编号、
批号、生产单位名称(或代号)、供方技术监督部门的检印顺序进行标识,标识信息宜采用单排标识。
7.3.2.2.2
板材的四周喷码标识文字在其所在边目视观察应为正向字体,且标识应与所在边保持平
行,标识信息距板材边部应保持(250±50)mm
的距离,每组信息间距离应为(150±50) mm。
示例:
2A12 牌号、T4 状态、尺寸规格为102 mm (厚)×1900 mm (宽)×7000 mm
(长)、产品标准编号为 GB/T 3880、批号
为L1234 的板材,生产单位名称(或代号)为 ABC,
供方技术监督部门的检印为"检",标识示意图见图18。
GB/T 42916—2023
单位为毫米
 250+ 150
250+ 150
EI2IZ eTT 088C I/900LX0067XZ01 HZT R FZTT 0886
/000X005IXZ0[ HZIYZ
2A1214102×1900X700063/I 3880 L1234 ABC 检
2A12T4102×1900X7000 GB/T 3880 [1234 ABC检
2A12T4
图18 板材四周连续喷码标识示意图
7.3.2.3 整板面连续喷码
7.3.2.3.1
板材整板面连续喷码沿板材轧制面的轧制方向,按牌号、状态、尺寸规格(或花纹代号)、产品
标准编号、批号、生产单位名称(或代号)、供方技术监督部门的检印顺序进行标识,标识信息宜采用单排
标识。
7.3.2.3.2
板材的喷码信息采用同向喷码,标识字体方向以板材其中一边为正向字体,每条喷码信息的
方向应沿板材的轧制方向进行喷码。
7.3.2.3.3
标识应与所在边保持平行,标识信息距板材边部应保持(250±50)mm
的距离,每组信息间 距离应为(150±50) mm,
标识信息沿垂直于轧制方向每条间距为(250±50)mm
示例:
2A12 牌号、T4 状态、尺寸规格为102 mm (厚)×1900 mm (宽)×7000 mm
(长)、产品标准编号为 GB/T 3880、批号 为
L1234的板材,生产单位名称(或代号)为 ABC,
供方技术监督部门的检印为"检",标识示意图见图19。
单位为毫米
250-
+504 Z0-5
+50
|
 2A12T4102×1900X7000 GB/T 3880 L1234 ARC检 2412T4102X1900X7000 GB/T 3880 L1234 ABC检 2A12[4102×1900
2A12T4102×1900X7000 GB/T 3880 L1234 ARC检 2412T4102X1900X7000 GB/T 3880 L1234 ABC检 2A12[4102×1900图 1 9 板材连续喷码示意图
GB/T 42916—2023
7.3.3 标签标识
标签标识应贴在板材靠近任一角的轧制表面上,堆垛交货的板材,应在堆垛最上面的3张板材分别
贴在靠近任一角的轧制表面上的同一位置。标签标识应包括牌号、状态、尺寸规格(或厚度)、产品标准
编号、批号、生产单位名称(或代号)、供方技术监督部门的检印,还可包含需方要求的其他信息。
示例:
2A12 牌号、T4 状态、尺寸规格为102 mm (厚)×1900 mm (宽)×7000 mm
(长)、产品标准编号为 GB/T 3880、批号
为L1234 的板材,生产单位名称(或代号)为 ABC,
供方技术监督部门的检印为"检1",标识示意图见图20。

a) 贴标签标识
标引序号说明:
延伸阅读
更多内容 可以 GB-T 42916-2023 铝及铝合金产品标识. 进一步学习