桌
面数控
设
备
对
小
尺寸零件加工在成
本
、
功
耗
和
占
地
面
积等方
面有
着
巨
大
优
势
。
桌
面数控
设
备
大致
有
3
种
实
现
方
案
:
第
一种
为
微
型
机
床搭
配
传统
数控系
统
,
但
是
桌
面数控
设
备
对
成
本
敏感
;
第二
种
为
基
于
PC
的
数控系
统
软
件
及
其
相应
接
口
卡
控
制
微
型
机
床
[
1
]
,
由
于
软
件设
置
复杂
,
很
难
针对
不
同
需
求
进行
修
改
,
结果表现
为
精度
差
、
稳
定性
不高
;
第
三
种方
案
为
在一
定
硬
件
平台
下
,
自行完
成
数控系
统设
计
。
方
案
三
中
,
根据
硬
件
平台
的不
同
,
可分
为
基
于
PC
[
2-3
]
和
基
于
嵌
入
式
芯
片
[
4-7
]
。
基
于
PC
的
数控系
统
可
简
化在
任
务
调
度
和通
信
等方
面
的工
作
,
实
现
仿
真
加
工
、
轨
迹
显
示
等复杂的
人机
交
互
功
能
。
但
是
引入
PC
不
仅
增大
体
积和成
本
,
同
时
由
于通用
操
作
系
统不
满足
数控系
统
实
时
性要
求
,
需
要
增加
实
时
性
内
核
补
丁
或者
使用
硬
件
实
现数控系
统
中
高
实
时
性
任
务
[
8-9
]
。
嵌
入
式
芯
片
在
单个
芯
片
上
高
度集
成了
CPU
、
RAM
、
ROM
以
及
丰
富
的
外
设
,
在
体
积
、
功
耗
和成
本
上
相
对
与
PC
有
巨
大
的
优
势
。
STM32
是
基
于
Cortex
-M
内
核
开发
的一
系
列
32
位
微处
理
器
,
主
频
从
32 MHz
到
480 MHz
,
可以
平
衡
嵌
入
式
数控系
统
对
CPU
实
时计算
能
力
和成
本
的
要
求
。
因
此本
设
计
采
用
STM32
完
成
数控系
统设
计
,
使用
FPGA
辅
助
STM32
控
制具
体
执
行
器
,
并
设
计
桌
面
车
床
[
10
]
进行
验
证
。
1
数
控
车
床
控
制
系
统
模
式
分
类
传统
数控系
统模式
边
界
模
糊
,
易
使
初
学者
混
淆
。
对
这
些
模式的
功
能及
其
实
现
方式
分
析
可
概
括为
两
种模
式
:
手
动
加工和
自
动
加工
。
合
理
的
功
能
分
类
有
助
于
理
清
任
务
内
容
,
降
低
使用
门
槛
。
在具
体
实
现中
,
两
模式
存
在
实
现
方式的
重
叠
,
部
分
硬
件和
软
件
可以
共
用
。
依
据
客
户
机
-
服
务
器
设
计
模
式
(
Client-Server
(
C /S
) ) ,
将
数控
车床
控
制
系
统
划
分
为
客
户
机
和
服
务
器
两
部
分
。
客
户
机主要
完
成
人机
交
互
类
工
作
,
服
务
器主要
完
成
参数
修
改
、
动
作
执
行以
及数控系
统的
核
心
功
能
,
G
代
码执
行
。
两
部
分
主要
通过
自
定
的
不
对
称
通
信
协
议
实
现
服
务
器
接
收
执
行
客
户
机指
令
,
并
返回
执
行结果
,
协
同实
现
两
种加工模式
。
2
硬
件
设
计
硬
件是
数控系
统的
基
础
,
硬
件设
计
要
满足
数控系
统在
数据
处
理
能
力
、
多
轴
联
动
同步性
、
存
储
能
力
和
抗
电
磁
干
扰
等方
面
的
要
求
。
限于
篇
幅
,
这
里
不
对
具
体
电
路
原
理
图
展开
,
仅
从需
求
角
度对数控系
统
硬
件
部
分进行
分
析
设
计
。
2.1
客户
机部
分
硬
件
设
计
客
户
机部
分
的
主要
任
务
是
人机
交
互
,
而
屏幕
显
示
和
虚
拟
按
键
是
人机
交
互
的
主要
设
备
。
为
了
降
低
工
作
量
,
提
高
开发效率
,
许
多
嵌
入
式设
计
采
用
串
口
屏
实
现
人机
交
互
[
4
,
11-12
]
,
但
是设
计
受限
且
串
口
屏
面
向
一
般
工业应用
场
景
,
不
满足
坐
标
显
示
等高
实
时
要
求
。
因
此
在
客
户
机
硬
件设
计
中
采
用
STM32F429 +
触
摸
屏
自行进行
人机
交
互
开发
。
同
时
充
分
利用
STM32
丰
富
的
外
设
,
增加
USB
、
SD
接
口
用于
U
盘
、
键
盘
以
及
SD
卡
等
外
部
G
代
码
输入
;
使用
Flash
实
现
G
代
码
板内
存
储
;
添
加
32MB
的
SDRAM
拓
展
STM32F429
内
存
,
同
时作
为
显
示
屏
显
存
;
拓
展
手
轮
接
口
用于
外
接
电子
手
轮
;
预
留
以
太网
、
RS485
接
口
增加
系
统
开
放
性
以
及
功
能
可
拓
展
性
。
2.2
服
务
器部
分
硬
件
设
计
由
于
服
务
器
承担
自
动
加工
中
绝
大
部
分
任
务
,
所
以
服
务
器
硬
件
需
要
满足
数控系
统
实
时
性
、
同步性
以
及稳
定性要
求
。
采
用
主
频
高
达
216 MHz
、
支持
浮
点
运算
的
STM32F767
以
达
到
数控系
统的
实
时
性要
求
。
采
用
EP4CE15F484
同步
发
送各
轴
运
动
指
令
到
电
机
驱
动
器
。
添
加
SDRAM
拓
展
内
存
,
提
高最大
G
代
码
行数
避免
系
统
死
机
;
使用
FMC
进行
STM32
和
FPGA
的
主
从
通
信
;
由
于
FPGA
直
接
与
执
行
器
和传
感
器
连
接
,
增加光
耦
隔
离
避免
外
部
信
号
干
扰
等
。
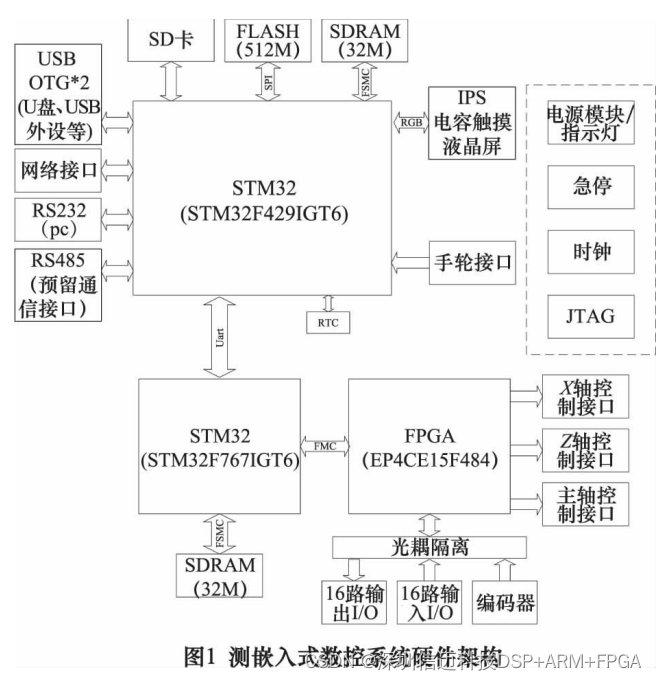
2.3
总
体
硬
件
设
计
虽
然
通过
两
个
MCU
完
成
客
户
机
和
服
务
器
任
务
,
但
是
考虑
到
体
积和
安
装
,
将
两
部
分集
成在
同
一
块
PCB
电
路
中
,
共
用
必
需
的
电
源
、
时
钟
、
急
停
、
指示
灯
等模
块
。
数
控系
统
整体
的
硬
件
架
构
如
图
1
所示
:
3
软
件
设
计
软
件设
计
主要
对
客
户
机
功
能
、
服
务
器
任
务
进行分
析
设
计
。
限于
篇
幅
,
且
有
许
多
文
献
[
13-16
]
对
译
码
、
刀
补
和
插
补
等
进行
介绍
,
这
里
不
对
所
有
子
功
能
模
块详细阐
述
。
3.1
客户
机
软
件
设
计
emWin
是
针对
嵌
入
式
平台
开发
的
图
形
软
件
库
。
使用
emWin
控
件
可以
如同
搭
积
木
一
般
完
成
界
面
编
辑
,
再
由
STM32
的
LTDC
控
制
器
驱
动显
示
屏
实
现
界
面
显
示
。
emWin
支持
触
摸
屏
,
周
期
性
检
测
触
摸
交
互
,
并
获
取
屏幕
坐
标
系
下
的
点击位置
坐
标
,
通过
点击位置与
界
面控
件
位置
比
较
判
断
是
否
该
控
件
被
操
作
,
在
控
件
回
调
函
数中
编写
响
应
函
数
实
现
虚
拟
按
钮
功
能
。
通过
对
不
同
按
钮
类
控
件
编码
,
在
按
钮
控
件
回
调函
数中
将
对
应
编码
写
入内
存
即
可完
成标
准
G
代
码
或者其
他
类
型数据
的
虚
拟
按
键
输入
。
传统
数控
车床
支持
使用
电子
手
轮
,
相
对
于
按
钮
,
电子
手
轮
可以
实
现
灵
活
微
进
给
,
根据
摇
动
速
度控
制
电
机
进
给
速
度
,
为
对
刀
等
操
作
提
供
极
大
便
利
。
FatFs
是
针对
嵌
入
式
系
统设
计
的
文
件
系
统模
块
,
FatFs
根据
扇
区
信息
完
成
数据
读
写
,
并
做
必
要
的
数据
保
护
,
对
不
同
的
存
储
介
质
提
供
泛
型
操
作
。
客
户
机与
服
务
器之间
使用
4Mbps
串
口
通
信
,
以
满足
大
数据
指
令
响
应的
实
时
性
。
服
务
器
返回
的
结果
类
型
较
多
,
串
口
接
收
中
断
解
析
可
能会
导
致
客
户
机
系
统
有
较
大的
时
间
抖
动
,
所
以
需
要
将
除
显
示实
时
性要
求
高的
(
如
坐
标
)
结果
使用
FIFO
缓
冲
区
暂
时
存
储
,
待
其
他
任
务
完
成
后
再
对结果
解
析
。
触
摸
检
测
、
屏幕
显
示
和
结果
解
析
在
宏
观
上
是
并行
任
务
,
因
此
借
用
嵌
入
式
操
作
系
统
μ
C /OS-
Ⅲ
进行
任
务
调
度
,
同
时
emWin
和
FatFs
亦
可以
使用
操
作
系
统
提
供
的
信
号
量
等
共
享
资
源
保
护
机
制
进行
资
源
保
护
。
3.2
服
务
器
软
件
设
计
限于
服
务
器
内
存
大
小
需
要
将
译
码
、
刀
补
和
插
补等
模
块
并行
执
行以
降
低
对
缓
冲
区
需
求
,
因
此
带
来
任
务
调
度
、
共
享
资
源
管
理问题
。
随着
硬
件的
发展
,
MCU
片
上
RAM
大
小
增加
,
而
且
可以
外
扩
RAM
增加
系
统
内
存
,
因
此
许
多
并行
任
务
可以
转
为
串
行
执
行
,
从
而
简
化设
计
,
降
低
系
统
耦
合
,
增加
系
统
鲁
棒
性
。
由
于
服
务
器
被
动
响
应
客
户
端
指
令
,
所
以
在
服
务
器
空
暇
时
,
应
该
不
停
查
询
是
否
存
在
指
令
通过
数据
通
信
送
达
,
根据
指
令
内
容
通过
函
数
指
针
调
用
执
行参数
修
改
、
动
作
执
行
、
G
代
码执
行
等
服
务
类
任
务
。
参数
修
改
任
务
不
仅
提
供
对
刀
数据
等
自
动
加工
时
必
需
参数
修
改
,
也
可以
修
改
电
机
参数
(
最大速
度
、
加速
度
等
)
以
及
机
床
参数
(
最大
行程
、
前
/
后置
刀架
、
螺距
等
) ,
提
高
数控系
统
柔
性
。
动
作
指
令
发
送的
先
后
必
然
破
坏
联
动
的
同步性
,
所
以
动
作
执
行
任
务
仅
需
考虑
同
一
时
间
下
单
轴
动
作
,
即
对
应
手
动
加工模式
。
G
代
码
任
务
包括
译
码
、
刀
补
、
速
度规
划
、
G
代
码
解
释
等
子
任
务
[
16
]
。
通过
FatFs
读
入
系
统的
文本文
件是
以
字
符
数
组
保
存
的
,
如
果
在
G
代
码
解
释时
再
寻找
指
令
,
无
法
满足
加工速
度提
出
的
实
时
性要
求
。
因
此
,
译
码
需
要
预
先
从
字
符
数
组
中提
取
并
检
查
指
令
及
其数据
。
刀
具
长度
补
偿
是
指
当
刀
具
长度因
为
换
刀
、
磨
损
导
致
切削
不到工件
时
,
补
偿
这
部
分
缺
失
而
不
需
要
重
新
对
刀
,
节
省
时
间
;
速
度控
制
主要指
加
减
速
控
制
,
也
有针对
连
续
微小
线段
进行
速
度
前
瞻
控
制
[
17
]
,
G
代
码
中描述
的
轨
迹
,
都
是
从
零速
度开
始
,
零速
度结
束
。
根据
牛
顿
定
律
,
必
然存
在加速和
减
速过
程
,
对
于
步
进
电
机
,
在
启
动
频
率
之
下
,
加工
精度
要
求
不高
,
可以
不
考虑
加
减
速
。
频繁
的
启
停
影响
加工
效率
,
速
度
前
瞻
控
制
引入转接
速
度
避免
电
机
启
停
。
G
代
码
解
释
将
G
代
码
转
换
为
具
体
指
令
驱
动
执
行
器
运
动
。
对
于
简
单
执
行
器
,
如
冷却液
、
照
明
等
,
只
需
控
制
FPGA
产生相应的高
低
电
平
;
对
于
单个
复杂
执
行
器
,
如
直
流
无
刷
电
机
,
控
制
FPGA
产生相应的使
能
、
方
向
电
平
信
号
以
及
速
度
脉
冲
信
号序
列
发
送
给
直
流
无
刷
驱
动
器
;
对
于多
个
复杂
执
行
器
联
动
,
使用逐
点
比
较
插
补
分
解
出
各
轴位
移
,
再
控
制
FPGA
产生相应的方
向
电
平
信
号
以
及
包
含
位
移
速
度
信息
的
脉
冲
序
列
发
送
给
步
进
电
机
驱
动
器
。
急
停
用于
危
急
情
况
下
机
床
的
紧
急
停
止
,
如
果
急
停
仅仅
给
主
回
路
断
电
,
存
在
急
停
复
位后
电
机
继
续
运
动
的
可
能
性
,
所
以
急
停
信
号
同
时需
要
提
供
给
数控系
统
,
用于
控
制
停
止
电
机
,
对
于
主轴
这
种大
惯
量部
分
,
必
要
时
适
当
反
转
电
磁
力
矩
或者
增加
机
械
抱死
装置
。
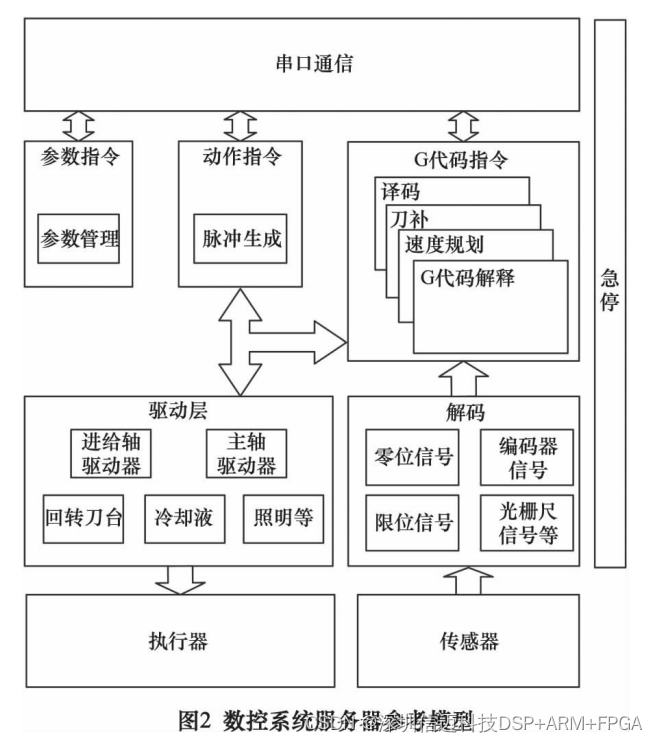
综
上
所
述
,
服
务
器部
分
的
参
考
模
型
如
图
2
所示
。
客
户
机
服
务
器
模式
下
的
系
统
本
质
上
是
主
从
系
统,
这
决
定
了相
互
之间
通
信
协
议
具
有
不
对
称
性
。
客
户
机
需
要
按照
服
务
器
协
议
调
用
服
务
器
提
供
的
服
务
,
由
于
G
代
码
数据
具
有
不
确
定性
,
如
果
服
务
器采
用不
定
长
方式
接
收
数据
,
时
间
抖
动
较
大
,
为
了
实
现
定
长
接
收需
要
客
户
机
先
发
送一
个
指
令
告
诉
服
务
器
G
代
码
长度
,
然
后
在
下
一
个
指
令
发
送
对
应
长度
G
代码。
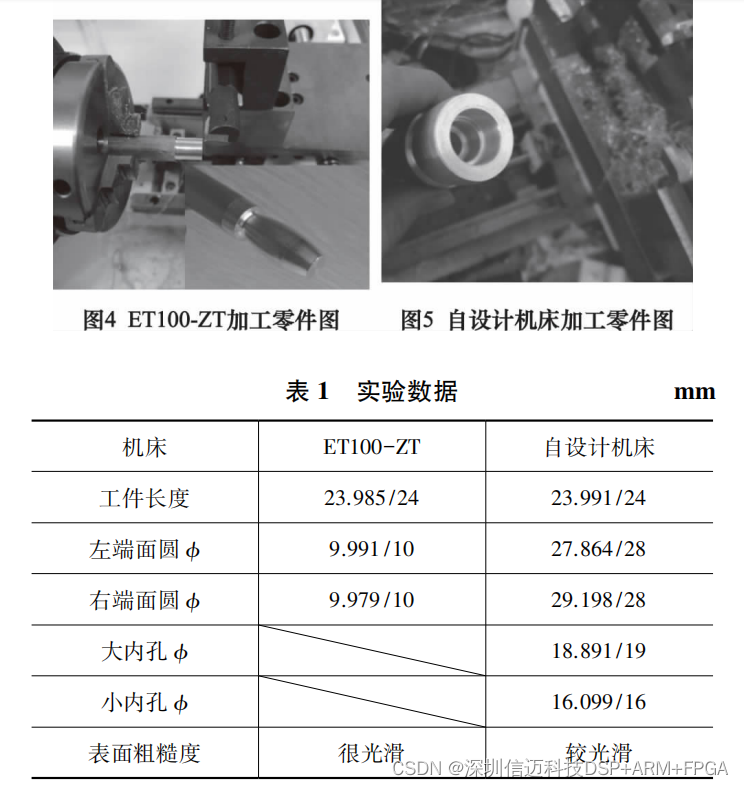
4
实验验
证
为
了
验
证修
改
本
嵌
入
式
数控系
统
,
分
别
采
用了
两
台机
床
,
其
一
为南京
翼马
ET100-ZT
数控
装
调
实
训
车
床
,
选
配电
机
和
刀
具
后
完
成
切削
实验
;
其
二
为
自
设
计
机
床
。
使用
如
图
3
所示
零件
图
进行
车
削
实验
。

加工成
果
图
如
图
4
、
图
5
所示
,
加工零件
数据
如
表
1
所示
。
自
设
计
机
床
X
轴
刚
度
较差
,
导
致零件在
X
轴
方
向
的尺寸
精度
相
对
较差
且
加工
表面
质
量
不
如 ET100-ZT。