1、PLC通讯简介
PLC通讯指的是在自动化控制系统中,不同的PLC设备之间进行信息传输和交换的过程。PLC通信的任务是将地理位置不同的PLC、计算机、各种现场设备等,通过通信介质连接起来,按照规定的通信协议,以某种特定的通信方式高效率地完成数据的传送、交换和处理。
PLC通讯是现代工业自动化控制中必不可少的一部分,它使得各种自动化控制设备之间能够相互协作、实现数据共享,从而实现自动化控制系统的集成化、高效化、智能化等目标。
PLC通讯是自动化控制领域中非常重要的一部分,能够实现不同设备之间的信息传递和交互,从而协同工作,提高自动化生产系统的效率和智能化程度。在PLC通讯中,通讯方式和通讯协议是非常关键的两个部分,不同的通讯协议和方式可以使PLC设备之间进行有效的数据传输和交换。
PLC通讯一般通过不同的通讯方式和通讯协议来实现,通讯方式包括串口通讯、以太网通讯、CAN总线通讯、光纤通讯、硬件通讯等;通讯协议包括MODBUS、Profibus、DeviceNet、Ethernet/IP、CANopen等。不同的PLC设备和控制系统通常使用不同的通讯方式和协议,因此在进行PLC通讯时需要选择适当的通讯方式和协议,以确保通讯的稳定性和可靠性。
PLC通讯应用广泛,涉及到各个领域的自动化控制系统,如工业生产线、交通运输、建筑自动化、能源管理等。在自动化控制系统中,PLC通讯的作用十分重要,它不仅能够实现设备之间的联动控制,还能够对整个系统进行数据采集、监控和远程控制,从而提高生产效率、降低能耗、提高产品质量和安全性。
2、PLC通讯协议
PLC通讯协议是用于规范和描述PLC设备之间通讯协议和数据格式的标准。不同的PLC通讯协议支持不同的通讯方式和数据交换方式。
下面将介绍一些常见的PLC通讯协议:
1. MODBUS
MODBUS是一种应用层协议,用于串行通信,可以在RS-232、RS-485等串行通讯方式上运行,也可以在以太网上运行。MODBUS协议结构简单,易于实现,支持点对点和多点通讯。MODBUS协议广泛应用于工业控制领域,可以实现PLC之间的通讯,也可以实现PLC与上位机之间的通讯。
2. Profibus
Profibus是一种基于现场总线技术的通讯协议,广泛应用于自动化控制系统。Profibus协议可以在RS-485和光纤等介质上运行,支持高速通讯,最高速度可达12Mbps。Profibus协议支持多种数据格式和通讯方式,可以实现PLC之间、PLC与I/O设备之间、PLC与上位机之间的通讯。
3. Ethernet/IP
Ethernet/IP是一种以太网通讯协议,用于工业控制和自动化领域。Ethernet/IP协议是一种基于TCP/IP协议的协议,支持高速通讯和实时通讯。Ethernet/IP协议可以实现PLC之间、PLC与上位机之间的通讯,也可以实现PLC与其他以太网设备之间的通讯。
4. CAN协议
CAN是一种常见的控制器局域网协议,用于在控制系统中进行数据交换。CAN协议规定了PLC设备之间通讯的数据格式和通讯协议,包括数据帧格式、数据类型、寄存器地址等。CAN协议支持多种通讯方式,如CAN总线、CANopen等。
3、PLC通讯方式
下面将介绍一些常见的PLC通讯方式:
- 串口通讯:串口通讯是一种基于串行通讯方式的PLC通讯方式,常用的串口包括RS232、RS485等。RS232的串行通讯方式,其通讯距离较短,速率较慢,一般在现场的某些仪表会采用这种方式,比较典型的是西门子的PC-PPI通讯。RS485串口一般指总线通讯方式,485总线是一种习惯叫法,实际上只是485通信接口标准组成的连接结构,其通讯距离和速率要远高于RS232通讯方式,一般现场的PLC或变频器等设备用此协议较多,比较典型的是西门子的Profibus-DP,Modicon的Modbus等。
- 以太网通讯:以太网通讯是一种基于以太网通讯方式的PLC通讯方式,通讯速度快,通讯距离远,适用于需要进行多点通讯的应用场景。以太网通讯还支持TCP/IP协议,可以进行远程访问和控制。
- CAN总线通讯:CAN总线通讯是一种基于CAN协议的PLC通讯方式,通讯速度较快,通讯距离较远,适用于需要进行多点通讯和实时控制的应用场景。CAN总线通讯还支持节点的热插拔,方便系统维护和升级。
- 光纤通讯:光纤通讯是一种基于光纤传输的PLC通讯方式,通讯速度快,通讯距离远,通讯稳定性高,适用于需要进行远距离通讯和抗干扰能力较强的应用场景。光纤通讯还可以通过光纤交换机进行网络扩展。
- 硬件通讯:硬件通讯是一种基于PLC硬件接口的PLC通讯方式,通讯速度快,通讯距离短,适用于需要进行高速实时控制的应用场景。硬件通讯还可以支持节点的热插拔,方便系统维护和升级。
1. 数据通信主要有并行通信和串行通信两种方式
并行通信是以字节或字为单位的数据传输方式,除了8根或16根数据线、一根公共线外,还需要数据通信联络用的控制线。并行通信的传送速度快,但是传输线的根数多,成本高,一般用于近距离的数据传送。并行通信一般用于PLC的内部,如PLC内部元件之间、PLC主机与扩展模块之间或近距离智能模块之间的数据通信。
串行通信是以二进制的位(bit)为单位的数据传输方式,每次只传送一位,除了地线外,在一个数据传输方向上只需要一根数据线,这根线既作为数据线又作为通信联络控制线,数据和联络信号在这根线上按位进行传送。串行通信需要的信号线少,最少的只需要两三根线,适用于距离较远的场合。计算机和PLC都备有通用的串行通信接口,工业控制中一般使用串行通信。串行通信多用于PLC与计算机之间、多台PLC之间的数据通信。
在串行通信中,传输速率常用比特率(每秒传送的二进制位数)来表示,其单位是比特/秒(bit/s)或bps。传输速率是评价通信速度的重要指标。常用的标准传输速率有300、600、1200、2400、4800、9600和19200bps等。不同的串行通信的传输速率差别极大,有的只有数百bps,有的可达100Mbps。
智能网关有线方式联网对PLC进行远程控制:

2. 串行通信按信息在设备间的传送方向又分为单工、双工两种方式
单工通信方式只能沿单一方向发送或接收数据。双工通信方式的信息可沿两个方向传送,每一个站既可以发送数据,也可以接收数据。
双工方式又分为全双工和半双工两种方式。数据的发送和接收分别由两根或两组不同的数据线传送,通信的双方都能在同一时刻接收和发送信息,这种传送方式称为全双工方式;用同一根线或同一组线接收和发送数据,通信的双方在同一时刻只能发送数据或接收数据,这种传送方式称为半双工方式。在PLC通信中常采用半双工和全双工通信。
3. 异步通信与同步通信
在串行通信中,通信的速率与时钟脉冲有关,接收方和发送方的传送速率应相同,但是实际的发送速率与接收速率之间总是有一些微小的差别,如果不采取一定的措施,在连续传送大量的信息时,将会因积累误差造成错位,使接收方收到错误的信息。为了解决这一问题,需要使发送和接收同步。按同步方式的不同,可将串行通信分为异步通信和同步通信。
发送的数据字符由一个起始位、7~8个数据位、l个奇偶校验位(可以没有)和停止位(1位、1.5或2位)组成。通信双方需要对所采用的信息格式和数据的传输速率作相同的约定。接收方检测到停止位和起始位之间的下降沿后,将它作为接收的起始点,在每一位的中点接收信息。由于一个字符中包含的位数不多,即使发送方和接收方的收发频率略有不同,也不会因两台机器之间的时钟周期的误差积累而导致错位。异步通信传送附加的非有效信息较多,它的传输效率较低,一般用于低速通信,PLC一般使用异步通信。
同步通信以字节为单位(一个字节由8位二进制数组成),每次传送l~2个同步字符、若干个数据字节和校验字符。同步字符起联络作用,用它来通知接收方开始接收数据。在同步通信中,发送方和接收方要保持完全的同步,这意味着发送方和接收方应使用同一时钟脉冲。在近距离通信时,可以在传输线中设置一根时钟信号线。在远距离通信时,可以在数据流中提取出同步信号,使接收方得到与发送方完全相同的接收时钟信号。由于同步通信方式不需要在每个数据字符中加起始位、停止位和奇偶校验位,只需要在数据块(往往很长)之前加一两个同步字符,所以传输效率高,但是对硬件的要求较高,一般用于高速通信。
智能网关无线WIFI方式联网对PLC远程控制:

4. 基带传输与频带传输
基带传输是按照数字信号原有的波形(以脉冲形式)在信道上直接传输,它要求信道具有较宽的通频带。基带传输不需要调制解调,设备花费少,适用于较小范围的数据传输。基带传输时,通常对数字信号进行一定的编码,常用数据编码方法有非归零码NRZ、曼彻斯特编码和差动曼彻斯特编码等。后两种编码不含直流分量、包含时钟脉冲、便于双方自同步,所以应用广泛。
频带传输是一种采用调制解调技术的传输形式。发送端采用调制手段,对数字信号进行某种变换,将代表数据的二进制“1”和“0”,变换成具有一定频带范围的模拟信号,以适应在模拟信道上传输;接收端通过解调手段进行相反变换,把模拟的调制信号复原为“1”或“0”。常用的调制方法有频率调制、振幅调制和相位调制。具有调制、解调功能的装置称为调制解调器,即Modem。频带传输较复杂,传送距离较远,若通过市话系统配备Modem,则传送距离可不受限制。
PLC通信中,基带传输和频带传输两种传输形式都有采用,但多采用基带传输。
智能网关通过4G方式联网对PLC远程控制:

4、PLC通讯应用
根据与PLC通信的设备来看,PLC通讯一般有下面三种场景:
1. PLC与计算机之间的通信
PLC与计算机之间通信,实质上是计算机与计算机之间通信,而一般情况下计算机作为上位机来控制PLC。
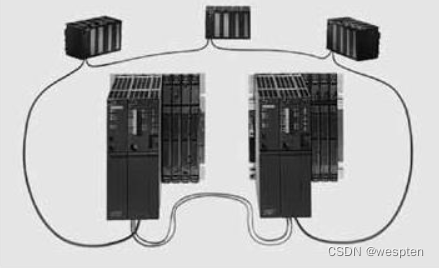
2. PLC与PLC之间的通信
PLC与PLC之间的通信,主要应用与PLC网络控制系统,可以组成1:1、N:N、M:N等各种控制网络。
3. PLC与控制设备之间的通信
PLC与外部设备间通信又可细分为两大类,一是与通用设备之间的通信,例如打印机、条形码、阅读器、文本显示器等。二是与PLC内各种智能控制设备之间的通信,例如变频器、伺服电机、温控仪等。
前二种,其控制系统基本上均为综合网络控制系统,其通信采用现场总线方式进行通信。
而PLC与控制设备的通信为1:N主从式通信方式,PLC是主站,其余皆为从站。主站与任一从站均可单向或双向数据传送,从站与从站之间不能互相通信,如有数据传送则通过主站中转。主站编写通信程序,从站只需设定相关的通信协议参数。
一般地说,主站编写程序对从站进行续写,控制从站的运行、修改从站的参数和从从站读取参数及读取运行状况供监控或显示或处理用。如果想在触摸屏或文本显示器上显示变频器的运行参数,在触摸屏不直接和变频器通信时则先从变频器中读取运行参数,然后送到触摸屏去显示。

PLC与这些外部设备进行通信控制有很多共同之处,如都采用串行异步通信方式,通信接口都采用RS232和RS485接口标准,都采用MODBUS协议或控制设备的专用协议通信,对三菱FX PLC等来说,都采用RS指令进行数据传送的。