5种机器健康状态评价方法
转载自:https://zhuanlan.zhihu.com/p/142108548
转载仅供交流学习,若有侵权,请联系作者进行删除。
欢迎关注公众号《故障诊断与python学习》
前言
机器状态的评价是设备简易诊断的重要内容之一,就是根据一些振动标准或方法判断机器处于什么状态,为设备有序运行和适时维修提供依据。
由于机器振动特性之间存在较大差异,在类似运行状况下机器的振动水平会出现较大的差异。一种振动水平在一台机器上可能很好,而在另一台机器上可能会导致严重的后果,因此应对不同的设备建立不同的振动标准。
由前所述,设备振动监测劣化倾向管理的方法有三种,即振动值(振幅)、无量纲参数和频谱图的劣化倾向管理。利用振动测量评价机器状态大体上也分为这几类。
实际工作中建立评价机器状态标准的方法有许多,常见的有振动标准法、类比判断法、趋势图法等等。建立振动的标准还可以参考机器制造商的建议,当然最好是长期监测设备,创建特定设备的标准。
方法1. 绝对判断标准
绝对判断标准是评价机器状态最常用的方法。绝对标准有国际标准、国家标准、行业标准等。
(1) 在非旋转部件上测量和评价机器
ISO2372(表1)、ISO10186(表2)等国际振动标准是最常用的振动判断标准。(注:ISO2372目前已被ISO10186代替)
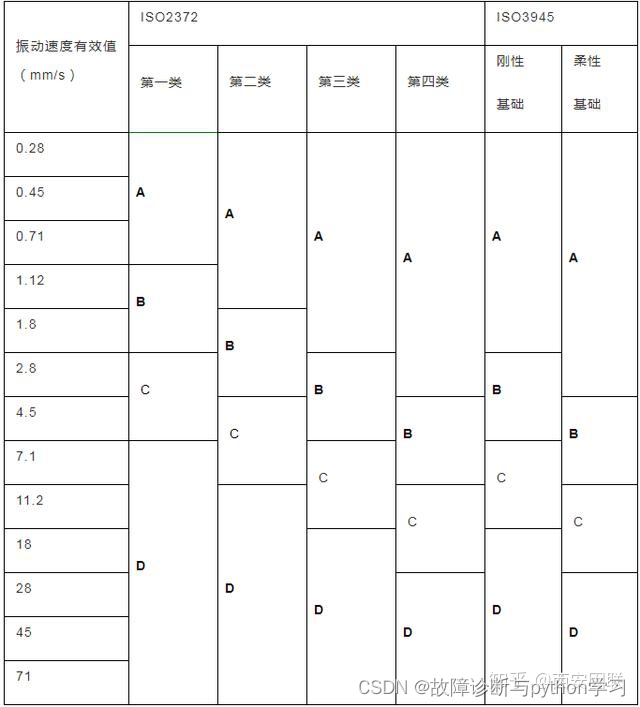
振动烈度是指振动速度有效值
注:
第一类 小型机械(如15Kw以下的电机);
第二类 中型机械(如15~75Kw的电机以及300Kw以下的机械);
第三类 大型机械(刚性基础);
第四类 大型机械(柔性基础);转速:600~12000rpm;振动测量范围:10~1000Hz。
需要说明的是
- ISO2372标准仅适用于机壳或轴承座的振动;
- 对于复杂振动来说,振动速度有效值(RMS)的测量更为重要,RMS值说明了设备振动的能量大小;
- 对于600rpm以下的设备,可能更关心峰值的测试;
- 振动值是所测量的各个轴承各个方向的最大值;
- 应选取机器在额定转速和各种负荷下的最大振动烈度作为判断依据;
- 所谓刚性基础是指机器支承系统的固有频率高于激振力的频率,柔性支承指机器支承系统的固有频率低于激振力的频率。
注:
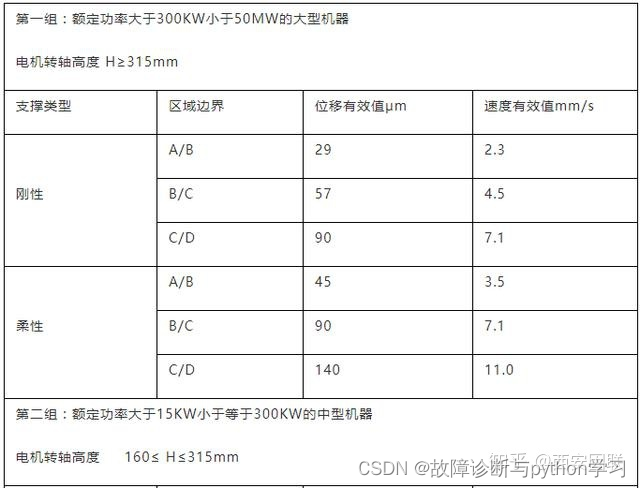
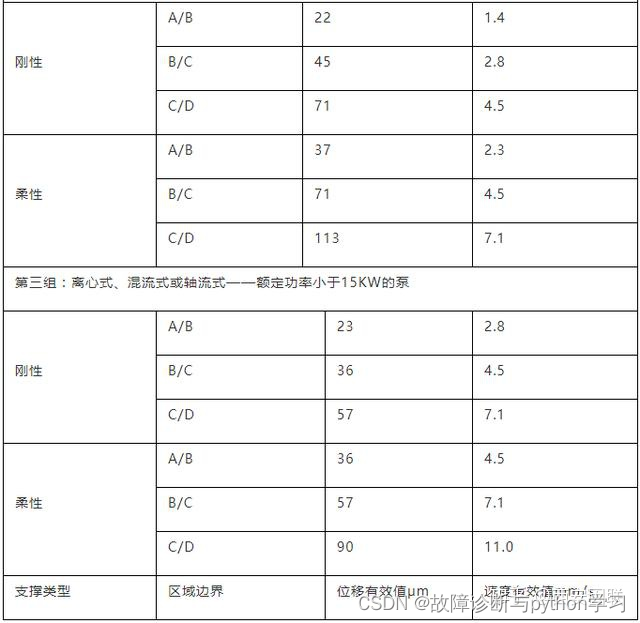
1)适合条件:额定功率大于15KW和额定转速在120 rpm~15000rpm在现场测量的工业机器;
2)区域说明:
区域A:优质;
区域B:良好;
区域C:注意;
区域D:危险。
(2) ISO7919轴振动评价标准
表3为ISO7919-1旋转机器轴振动标准。
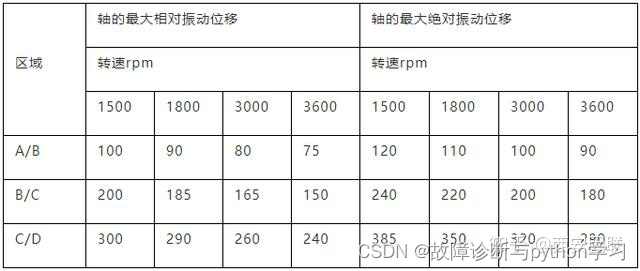
使用说明:
1)
振动幅值是在稳态运行工况下额定转速时的振动幅值;
并且两个选定的相互垂直的测量方向上位移峰峰值的较大者,如果只使用一个方向,那么应注意确保它可以提供足够的信息。
2)
区域A:振动良好,可以长期运行,新交付使用的机器的验收区域。
区域B:振动合格,可以长期运行。
区域C:振动报警,可以短期运行,必须采取措施。
区域D:停机极限、危险,立即停机。
3)
振动幅值的变化,可以是瞬时的或者是随时间逐渐发展的,振动变化意味着机组可能有故障。
振动幅值变化量报警设定值为:基线值+区域B上限值的25%。
方法2. 相对判断标准
是对同一设备的同一测点、在同一方向(V/H/A/NON)、同一工况下的振动值进行定期测定。将机器的正常值作为初始值,后来的实测值与初始值进行比较。表6-4为ISO2372相对振动标准。
在实际工作中常用的趋势图法与此类似,可以根据设备运行经验、或经过计算模拟,判断设备的状态,估计或推断设备的剩余寿命。
方法3. 类比判断标准(纵向对比看发展)
数台机型相同、规格相同和工况相同的机器,对它们进行测定,通过相互比较做出判断,表5为推荐的类比判断标准。
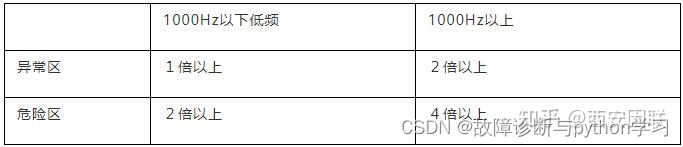
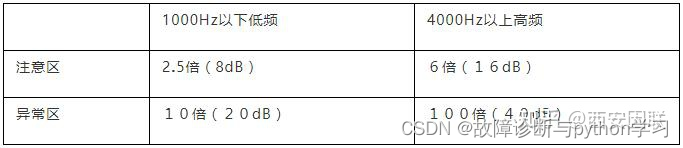
方法4. 波峰因数评价法
波峰因数是无量纲参数的一种,其定义为:峰值与有效值之比。该参数适合于滚动轴承和齿轮箱的早期诊断。
- 设备无故障时,该值为3左右;
- 随故障的出现和发展,该值逐步增大,可达到10~15;
- 当故障发展到一定程度,它又逐步变小,并接近于3。
齿轮轴承故障的峭度检测也有类似的规律。
方法5. 频谱图报警法
- 频谱图报警有两种,宽频带报警和窄频带报警。
- 宽频带报警是选择设备正常状态的频谱图作为基准谱,在监测的整个频带上设定若干报警线,一旦某些谱线超过报警线设备即处于报警状态。
- 窄频带报警与宽频带报警不同之处是,窄频带报警的报警线仅针对某些谱线,这些谱线常常是设备的转频或转频的倍频或零部件的故障频率或倍频等,一旦某些谱线超过报警线设备即处于报警状态。
- 报警线的设置要以大量的监测实践为基础才能有效建立。
评价设备状态还有很多种方法,对于齿轮和滚动轴承还可以根据其它一些监测量和方法(如冲击脉冲法等)进行判断。当然感官评价也是最常用的基本评价方法,在实际工作中应综合运用各种方法,以便作出准确判断。
设备状态监测和故障诊断成效评价
1. 设备状态监测诊断工作绩效评价
- 设备监测和故障诊断必然存在成本。安排人员,添置仪器。客观地讲,设备监测诊断的成本在设备总成本中占的比例很小,而且还将逐步减小。
- 如何评价设备状态监测和诊断效果是此项工作能否健康发展的重要因素。
- 对于群检和专业点检来说,要考察点检是否严格按照标准化进行作业,点检是否到位、点检是否有效、点检是否发现问题等等。
表6为宝钢公司曾使用的设备监测成效的一种评价方法。

周期性监测诊断对设备状态的把握率=(A+B)/(A+B+C+D)
2. 设备故障诊断效益评价
- 设备状态监测和故障诊断贯穿于设备寿命周期的各个阶段,它对于改善设计(设计本身的问题、可诊断性设计)、改进制造工艺和质量、减少库存、指导和评价设备安装和检修效果、保证设备长周期安全经济运行等均有重要作用。
- 根据实践经验,设备状态监测和故障诊断的经济效益主要体现在避免设备事故、依据诊断结果适时适度维修(适当的时机、用最短的时间、有针对性进行检修;同步维修,确保系统整体效益;延长设备寿命周期等)而产生的产量效益和降低成本效益。诊断实践中有大量例子,通过典型实例,最能说明设备监测诊断工作的重要性。
- 此外根据设备状态加油/换油产生的降低油耗、降低无为能量消耗产生的节电效益等等方面都为企业带来巨大的收益。