El costo ,
el consumo
de energía y _ _
Hay enormes ventajas en términos de superficie . Los equipos CNC de escritorio generalmente tienen
3
esquemas de implementación : el primero es para micromáquinas herramienta con sistema
CNC
tradicional ,
Pero
el equipo CNC
de escritorio es
sensible al costo ; el segundo está basado en PC
El software
del sistema
CNC y su correspondiente tarjeta de interfaz controlan la micromáquina herramienta [
1
]
,
porque
Las
configuraciones
son
complicadas
y
es difícil
modificarlas para diferentes necesidades . Los resultados muestran que
La precisión
es pobre
y
la estabilidad
no es alta ; la tercera solución es utilizar una determinada plataforma de hardware
A continuación
,
complete
usted mismo el
diseño del sistema CNC .
En el tercer
esquema
, según las diferentes plataformas de hardware , se puede dividir en
ordenador personal
[
2-3
]
y
basado en
chips integrados [
4-7
]
.
Sistema
CNC
basado
en PC
Puede simplificar el trabajo en la programación y comunicación de tareas , realizar simulación más
Funciones complicadas de interacción persona-computadora , como operación manual
y
visualización de trayectoria
. Pero la introducción de la PC
No solo
aumenta
el tamaño
y
el costo
,
sino también
porque el sistema operativo de propósito general no satisface
Los requisitos en tiempo real del
sistema
necesitan agregar parches de kernel en tiempo real o
Utilice
hardware
para lograr
tareas de alto tiempo real en el sistema CNC [ 8-9 ] . Incorporado
El
chip
es
CPU , RAM , ROM y _ _ altamente integrados
Abundantes
periféricos , en comparación con el PC en términos
de
volumen , consumo de energía y coste.
ventaja._
_
_ STM32 es una serie desarrollada en base al núcleo Cortex -M
Una serie de
microprocesadores de
32
bits
, la frecuencia principal es de 32 MHz a 480 MHz , que se puede equilibrar
Sopesar
los requisitos del sistema CNC integrado
en relación con la potencia informática en tiempo real y el costo de la CPU
preguntar
.
Por lo tanto,
este
diseño
utiliza STM32 para completar el diseño del sistema CNC , utilizando
FPGA
ayuda a
STM32
a controlar actuadores
específicos
y
diseñar automóviles de escritorio _
cama
[
10
]
para
verificación
.
1
Clasificación de modo del sistema de control de torno CNC.
Los límites del modo del sistema
CNC
tradicional son borrosos , lo que es fácil de confundir a los principiantes .
El análisis de las funciones de estos
modos y sus métodos de implementación se puede resumir en dos modos:
Tipo
: procesamiento
manual
y procesamiento automático .
La clasificación funcional
razonable
ayuda a aclarar el contenido de la tarea y reducir el uso
_
umbral
.
En
la
implementación
específica
, existen superposiciones en los métodos de implementación de los dos modos , y algunos
Tanto
el hardware
como
el software
se pueden compartir . Según el modelo de diseño cliente - servidor .
Fórmula
(
Cliente-Servidor
(
C/S
)), el
sistema de control del torno CNC
se
divide en
Dos partes ,
cliente
y servidor . El cliente completa principalmente la clase de interacción persona-computadora.
Trabajo
, el servidor
completa principalmente
la modificación de parámetros , la ejecución de acciones y el sistema CNC
Las funciones principales
del sistema se ejecutan mediante código G. Las dos partes se definen principalmente por sí mismas .
El protocolo de comunicación asimétrica se da cuenta de que el servidor recibe y ejecuta instrucciones del cliente , y
Devuelve
el resultado de la ejecución
y realiza los dos modos de procesamiento de forma colaborativa .
2
diseño de hardware
El hardware
es
la base del sistema
CNC
y el diseño debe cumplir con los requisitos del sistema CNC.
Sistema en términos de
capacidad de procesamiento
de datos
, sincronización de enlace multieje , capacidad de almacenamiento y resistencia eléctrica .
Interferencia
magnética y otros requisitos . Debido a limitaciones de espacio , aquí no está el circuito específico.
El
diagrama esquemático
se amplía y
, desde la perspectiva de los requisitos
,
solo
se
realiza
la
parte de hardware del sistema CNC.
Analizar
el diseño
.
2.1
Diseño de hardware de la parte
del cliente
La tarea principal de
la
parte
del cliente
es la interacción persona-computadora , mientras que la visualización en pantalla
La pantalla
y
las teclas virtuales
son el principal equipo de interacción persona-computadora . Para reducir la mano de obra
carga de trabajo
, mejora la eficiencia del desarrollo , muchos diseños integrados utilizan pantalla en serie
_
Interacción persona
-
computadora
[ 4 ,
11-12
]
,
pero
el diseño
es limitado
y la
pantalla del puerto serie
mira hacia uno
Los escenarios
de aplicaciones industriales
generales no cumplen con altos requisitos en tiempo real, como la visualización de coordenadas .
Por lo tanto,
la pantalla táctil STM32F429 + se
utiliza
en el
diseño del hardware del cliente
Interacción
persona-computadora
de desarrollo propio . Al mismo tiempo, aproveche al máximo la riqueza de STM32 .
Periféricos
, agregar USB , _
La interfaz
SD se utiliza para disco U , teclado y SD.
Tarjeta
y otra
entrada de código G externa
; utiliza Flash para realizar la memoria de la placa de código G
almacenamiento
;
agregue
32 MB
de
SDRAM para
expandir la
memoria
STM32F429
y
Se puede
utilizar como
memoria de visualización
; ampliar la interfaz del volante para la mano electrónica externa
rueda
;
Ethernet reservada
, interfaz RS485 para aumentar la apertura y funcionalidad del sistema
Se
puede ampliar._
_ _
2.2
Diseño de hardware de la parte
del servidor.
Dado que
el servidor
realiza la mayoría de las tareas en el procesamiento automático , entonces
El hardware del servidor debe cumplir con los requisitos de estabilidad , sincronización y tiempo real del sistema
Requisitos
cualitativos
.
Adopta
la frecuencia principal hasta 216 MHz y admite operación de punto flotante
STM32F767
para
cumplir
con los
requisitos en tiempo real del sistema CNC . adoptar
EP4CE15F484
envía
sincrónicamente
comandos de movimiento de cada eje al controlador del motor .
Agregue
SDRAM
para expandir
la memoria , aumente el número máximo de líneas de código G para evitar el sistema
Fallo
del sistema : utilice FMC para la comunicación maestro - esclavo entre STM32 y FPGA ;
Dado que
la FPGA está
conectada directamente
a los actuadores y sensores , se requiere un mayor aislamiento del optoacoplador.
Evite
interferencias de señales externas , etc.
_
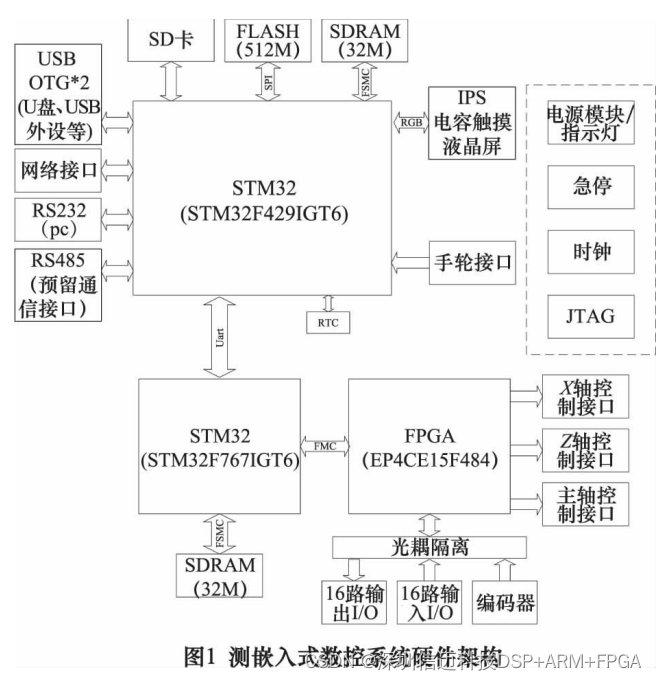
2.3
Diseño
general
de hardware
Aunque
las tareas del cliente y del servidor se realizan
a través de
dos
MCU , el
Teniendo en cuenta
el tamaño y la instalación ,
las
dos partes están integradas en el mismo circuito PCB .
En
la
vía se comparten
la fuente de alimentación necesaria , reloj , parada de emergencia , luz indicadora y otros módulos . número
La arquitectura de hardware general del
sistema
de control se muestra en la Figura 1 :
3
diseño
de software
El
diseño
divide
principalmente
las funciones del cliente y las tareas del servidor .
diseño
de análisis . Limitado por el espacio , y hay mucha literatura [
13-16
]
decodificación
de pares
, compensación de herramientas
E
interpolación
, etc. , todos los módulos de subfunciones no se detallarán aquí .
3.1
Diseño de software
cliente
_
emWin
es
una biblioteca de software de gráficos desarrollada
para
plataformas integradas
.
El uso del
control
emWin
puede completar la edición de la interfaz como bloques de construcción ,
Luego,
el
controlador
STM32
LTDC
controla la pantalla
para
realizar la visualización de la interfaz.
espectáculo
.
emWin
admite
pantalla táctil
, detecta periódicamente la interacción táctil y obtiene
Obtenga
las coordenadas de la posición en la que se hizo clic en
el
sistema de coordenadas
de la pantalla
y use la posición y el límite en los que se hizo clic
Compare la posición del
control para
determinar si el control está operado y la devolución de llamada del control .
Escriba la función de respuesta
en
la función para realizar la función del botón virtual . por diferentes _
Código de control
del botón
, el código correspondiente
en
la función de devolución de llamada del control del botón
Escribe en
la memoria
para
completar
el código G
estándar
u otros tipos de datos.
Entrada de clave
virtual
. Los tornos CNC tradicionales admiten el uso de volantes electrónicos .
Para
los botones
, el volante electrónico puede realizar una microalimentación flexible , según la velocidad de agitación .
El control
preciso de la velocidad de alimentación del motor
proporciona una gran comodidad para el ajuste de herramientas y otras operaciones .
FatFs
es
un módulo de sistema de archivos
diseñado
para
sistemas integrados ,
Gordos
De acuerdo con la
información del sector
para completar la lectura y escritura de datos y realizar la protección de datos necesaria , para
Diferentes
medios de almacenamiento proporcionan operaciones genéricas
.
entre cliente y servidor
Utilice
comunicación de puerto serie
de 4Mbps
para cumplir con la respuesta en tiempo real a comandos de datos grandes
sexo
.
Hay muchos tipos de resultados devueltos por el servidor
y el puerto serie que recibe el análisis de interrupciones .
Puede
provocar que
el sistema cliente tenga una gran fluctuación de tiempo , por lo que es necesario
Además
de
mostrar
resultados
de altos requisitos
en
tiempo real ( como coordenadas ) , utilice el búfer FIFO
El
área de amortiguamiento se
almacena temporalmente
y los resultados se analizan una vez completadas otras tareas . tocar
La detección
táctil , la visualización en pantalla y el análisis de resultados son tareas macroscópicamente paralelas , por lo que _ _
Esto
toma prestado
el
sistema operativo integrado μ C /OS- Ⅲ para llevar a cabo la programación de tareas y , al mismo tiempo,
EmWin
y FatFs también pueden utilizar el semáforo proporcionado por
el
sistema operativo
y otros
mecanismos de protección de recursos compartidos
para la protección de recursos .
3.2
Diseño de software de servidor
Limitado al
tamaño de la memoria del servidor
, decodificación , compensación e interpolación de herramientas , etc.
Los módulos
se ejecutan en
paralelo
para
reducir los requisitos de buffer , brindando así programación de tareas .
Licenciatura
,
temas de gestión de recursos compartidos
. Con el desarrollo del hardware , MCU en chip
El
tamaño
de la RAM
aumenta y la RAM se puede ampliar para aumentar la memoria del sistema , por lo que
Muchas
tareas paralelas se pueden ejecutar en serie , simplificando el diseño y
reduciendo el
El bajo
acoplamiento del sistema
aumenta la robustez del sistema . _ _
Dado que
el servidor
responde pasivamente a las instrucciones del cliente , el servidor
Cuando
esté libre
, deberá seguir comprobando si se envían instrucciones a través de comunicación de datos .
De acuerdo con el contenido de la instrucción ,
llame
al puntero de función para ejecutar la modificación de parámetros y la dinámica
Ejecución
de operaciones , ejecución de código G y otras tareas de servicio . La tarea de modificación de parámetros no
Solo
proporciona
la modificación de parámetros necesarios durante el procesamiento automático , como los datos de configuración de herramientas , y también se puede
Modificar
los parámetros del motor
( velocidad máxima , aceleración, etc. ) y los parámetros de la máquina .
(
carrera
máxima
, poste de herramienta delantero / trasero , paso, etc. ), mejora la flexibilidad del sistema
sexo
.
El orden en el que se envían los
comandos de acción destruirá inevitablemente la sincronización del enlace , por lo que
Realizar tareas con acciones
solo necesita considerar acciones de un solo eje al mismo tiempo , es decir, para
Debe
procesarse manualmente
.
Las tareas de código
G incluyen decodificación , compensación de herramientas , planificación de velocidad y solución de código G.
Interpretación
y
otras
subtareas
[ 16 ] . El archivo leído en el sistema por FatFs es
Se almacena en una matriz de caracteres
, si busca el puntero al explicar el código G
Orden
,
incapaz
de cumplir con los requisitos en tiempo real de velocidad de procesamiento . Por lo tanto , decodificar
La instrucción y sus datos
deben
extraerse previamente
de la matriz de caracteres y comprobarse . cuchillo
La compensación
de la longitud
de la herramienta se refiere a cuando la longitud de la herramienta se corta debido al cambio o desgaste de la herramienta.
Cuando
falta la pieza de trabajo
,
compense
la pieza faltante sin restablecer la herramienta , ahorrando
Tiempo
;
el control
de velocidad
se refiere principalmente al control de aceleración y desaceleración , y también para pequeños continuos .
Segmento de línea
para
control anticipado de velocidad
[
17
]
,
la trayectoria descrita en el código
G
, todos
Comienza
desde
velocidad
cero
y termina a velocidad cero . Según la ley de Newton , debe haber
Durante la aceleración
y
desaceleración
, para motores paso a paso , por debajo de la frecuencia de arranque ,
La
precisión del procesamiento
no es alta
, por lo que se pueden ignorar la aceleración y la desaceleración . arranque y parada frecuentes
Al afectar
la eficiencia
del procesamiento
, el control de velocidad hacia adelante introduce la velocidad de conmutación para evitar el motor .
Iniciar y detener
.
La interpretación del código
G
convierte el código G en instrucciones específicas para impulsar la ejecución
Movimiento
del
caminante._ _ Para actuadores simples , como refrigerante , iluminación , etc. , simplemente
Controle
la FPGA
para generar
los niveles altos y bajos
correspondientes
; para una única ejecución compleja
Los dispositivos
,
como
los motores DC
sin escobillas , controlan la FPGA para generar la habilitación correspondiente , el cuadrado
Envíe
la señal
de nivel
y la secuencia de señal de pulso de velocidad al variador de CC sin escobillas
actuador
; para múltiples conexiones complejas de actuadores , utilice puntos de interpolación de comparación punto por
punto
Resuelva
el desplazamiento
de cada
eje
y luego controle la FPGA para generar la señal de nivel de dirección correspondiente
La señal
y
la
secuencia de pulsos que contienen la información de la velocidad de desplazamiento se envían al motor paso a paso .
conducir._
_
_
La parada de emergencia
se utiliza para
la parada de emergencia de máquinas herramienta en situaciones críticas
, si la parada de emergencia
Apague solo
el
circuito
principal
; existe la posibilidad de que el motor continúe moviéndose después del reinicio de la parada de emergencia .
Posibilidad , por lo que la señal de parada de emergencia debe proporcionarse al sistema CNC al mismo tiempo , para
Controlar
y detener
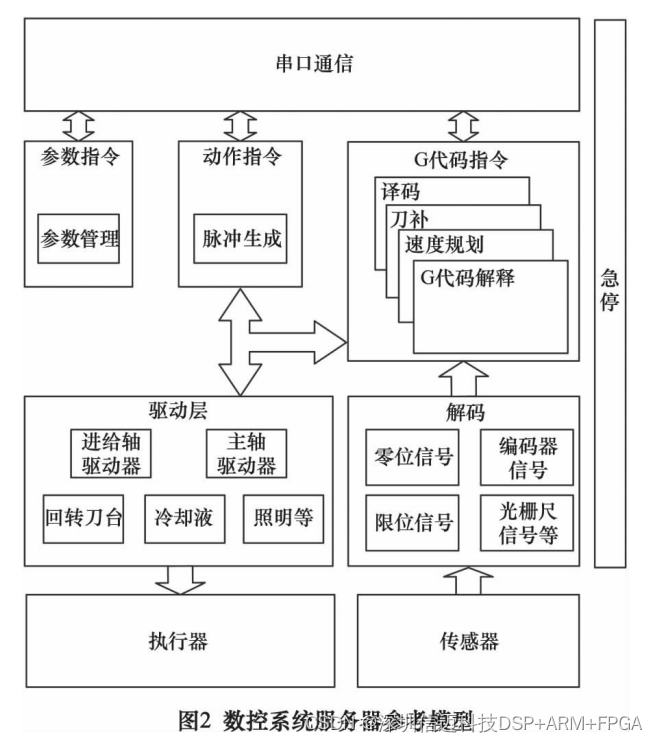
el motor . Para la parte de gran inercia del eje principal , es apropiado si es necesario.
Invierta
el
par electromagnético o agregue un dispositivo de bloqueo mecánico . Para resumir , tome
El modelo de referencia de la parte
del servidor se muestra en la Figura 2 .
El sistema en el modo
cliente
servidor es esencialmente un sistema maestro - esclavo ,
Esto
determina
la asimetría del protocolo de comunicación entre sí . necesidades del cliente _
Llamar
al servicio proporcionado por el servidor de acuerdo
con
el
protocolo del servidor , porque la generación G
Los datos
del código son
inciertos , si el servidor adopta el método de longitud indefinida para recibir
Al recibir
datos
,
la
fluctuación del tiempo es grande , para lograr una recepción de longitud fija se requiere que el cliente
Primero
envíe
una
instrucción
para indicarle al servidor la longitud del código G y luego , en la siguiente
La
instrucción
envía el código G correspondiente a la longitud .
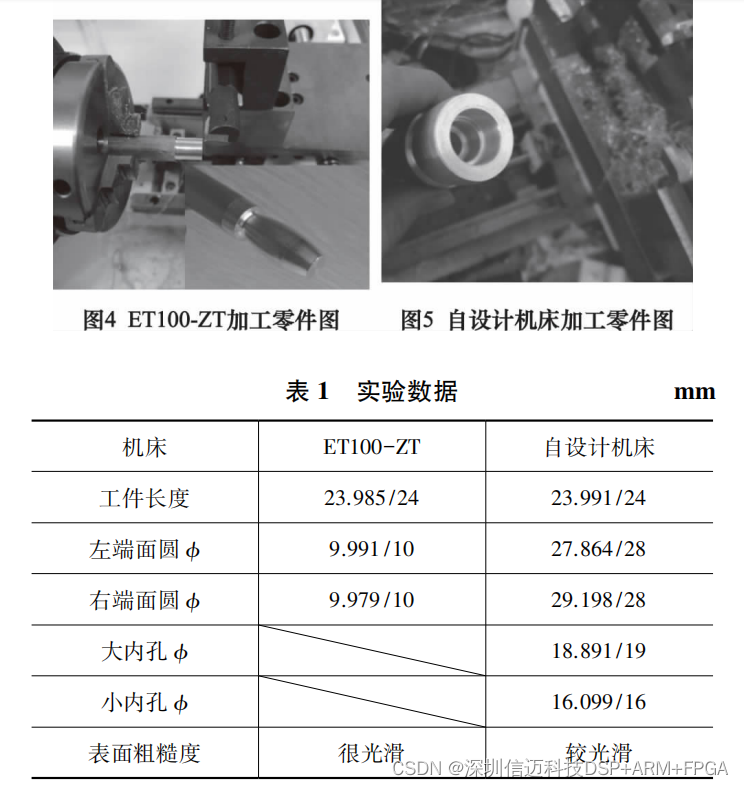
4
Verificación experimental
Para
verificar
y
modificar
el
sistema CNC integrado
, dos
Una
máquina herramienta
,
una
de las cuales
es el vehículo de entrenamiento de ensamblaje CNC Nanjing Yima ET100-ZT.
El experimento de corte
se
completa después de seleccionar
el
motor y la herramienta ; el segundo es una máquina de diseño propio
cama
.
Los experimentos de torneado se realizaron
utilizando
el diagrama de piezas que se muestra en la Figura
3 .

Los
resultados
se muestran
en
la Figura
4 y la Figura 5 , y los datos de las piezas procesadas se muestran en la tabla.
1.
_
_
La rigidez del eje X de la máquina herramienta de diseño
propio es deficiente , lo que hace que las piezas se muevan en la dirección del eje X.
La
precisión dimensional
es relativamente
pobre y la calidad de la superficie no es tan buena como la del ET100-ZT.