最近在某小公司实习了一段时间,发现平常自己学习的那些机器视觉、计算机视觉和实际工作中的情况天差地别。公司用海康威视的MVS和VisionMaster
软件进行方案的设计,如有需求也使用Halcon。
在实验室中,遇到某个问题时,总是想着如何去分离这个特征或者直接上深度学习网络去解决问题,遇到数据集稀缺或背景复杂时就很难处理。然而那些我看上去难以解决的问题,在公司中的技术人员眼中,经过合理的打光就能通过简单的算法完美解决。
某些特征经过合理的打光能很明显的显示出来,实际工业应用中,也是光源加机械手对缺陷或目标物件进行识别和定位,合理的光源和打光方法能解决80%的问题。
光源篇
1.光源的重要性
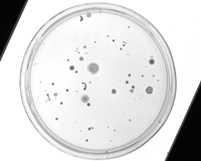
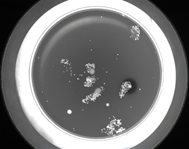
由上图可见不同的光源产生了完全不同的成像效果,从而也导致不同的检测算法(优选及简化) 。
选择合适的光源,可突显良好的图像效果(特征点),可以简化算法,提高检测精度、保证检测系统的稳定性。
2.光源的需求分析
任务:检测(识别)、测量、定位、条形码、字符识别、三维扫描等。
性能要求:如检测内容、检测速度、检测精度等。
其他配合:如相机、镜头、软件、安装方式等。
3.光源颜色的使用
常用光源颜色有:白色、蓝色、红色、绿色、红外、紫外。
3.1 白色光源(W)
白色光源通常用色温来界定,色温高的颜色偏蓝色(冷色,色温>5000K),色温低的颜色偏红(暖色,色温<3300K),界于3300与5000K之间称之为中间色,白色光源适用性广,亮度高,特别是拍摄彩色图像时使用更多。
3.2 蓝色光源(B)
蓝色光源波光为430-480之间,适用产品:银色背景产品(如钣金,车加工件等)、薄膜上金属印刷品。
3.3 红色光源(R)
红色光源的波长通常在600-720之间,其波长比较长,可以透过一些比较暗的物体,例如底材黑色的透明软板孔位定位、绿色线路板线路线路检测,透光膜厚度检测等,采用红色光源更能提高对比度。
3.4 绿色光源(G)
绿色光源波长510-530,界于红色与蓝色之间,主要针对产品:红色背景产品,银色背景产品(如钣金,车加工件等)。
3.5 红外光(IR)
红外光的波长一般为780-1400,红外光属于不可见光,其透过力强。一般LCD屏检测、视频监控行业应用比较普遍。
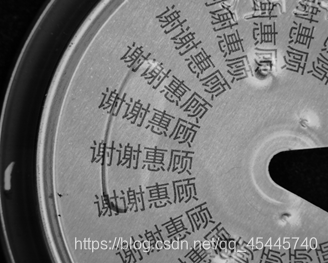
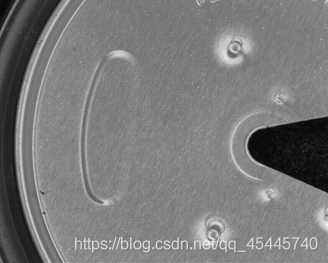
示例:合理运用颜色过滤背景,红色的光源过滤掉红色的文字
白色光源下:
红色光源下:
3.6 紫外光(UV)
紫外光的波长一般为190-400,其波长短,穿透力强,主要应用于证件检测、触摸屏ITO检测、布料表面破损、点胶溢胶检测等方面,金属表面划痕检测等.
4.光源的照射方式
光源是影响机器视觉图像质量的重要因素,照明对输入数据的影响至少占到 30 % 。好的打光方式可以准确捕捉物体特征,提高物体与背景的对比度。
4.1 角度照射
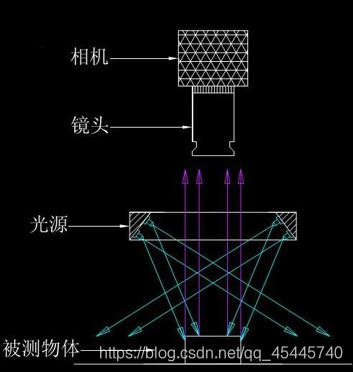
应用:

特点:在一定工作距离下,光束集中、亮度高、均匀性好、照射面积相对较小。常用于液晶校正、塑胶容器检查、工件螺孔定位、标签检查、管脚检查、集成电路印字检查等(30、45、60、75等角度环光*)。
4.2 垂直照射
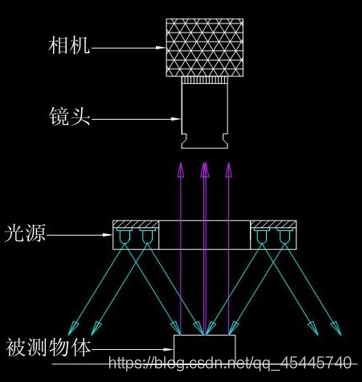
应用:

特点:照射面积大、光照均匀性好、适用于较大面积照明。可用于基底和线路板定位、晶片部件检查等(0角度环光、面光源*)。
4.3 低角度照射
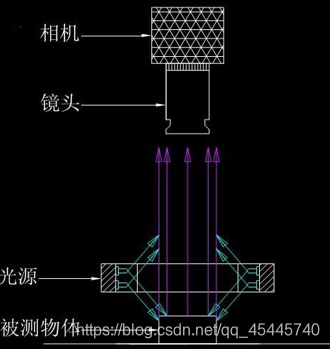
应用:

特点:对表面凹凸表现力强。适用于晶片或玻璃基片上的伤痕检查(90度环光*)。
4.4 背光照射
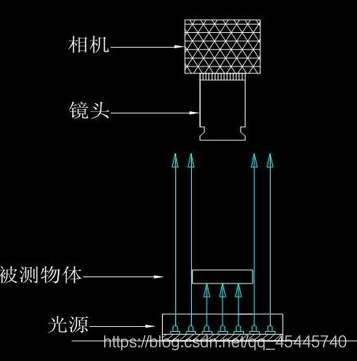
应用:

特点:发光面是一个漫射面,均匀性好。可用于镜面反射材料,如晶片或玻璃基底上的伤痕检测;LCD检测;微小电子元件尺寸、形状,靶标测试。(背光源、平行背光源)
4.5 多角度照射
应用:

特点:RGB三种不同颜色不同角度光照,可以实现焊点的三维信息的提取。适用于组装机板的焊锡部份、球形或半圆形物体、其它奇怪形状物体、接脚头(AOI光源)。
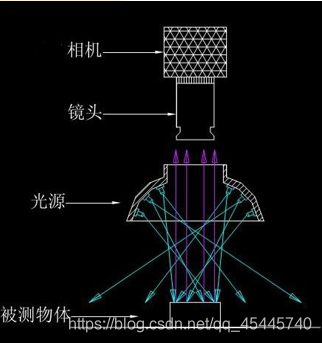
4.6 碗状光照明
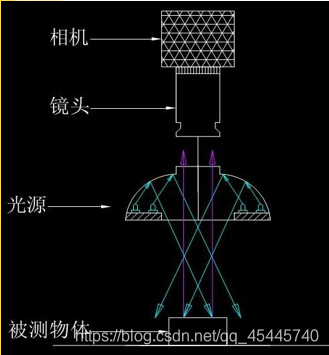
应用:

特点:360度底部发光,通过碗状内壁发射,形成球形均匀光照。用于检测曲面的金属表面文字和缺陷。(球积分光源,通常也叫圆顶光)
4.7 同轴光照射
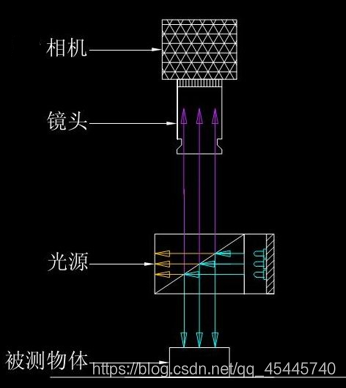
应用:
特点:类似于平行光的应用,光源前面带漫反射板,形成二次光源,光线主要趋于平行。用于半导体、PCB板、以及金属零件的表面成像检测,微小元件的外形、尺寸测量。(同轴光源,平行同轴光源)
5.光源选择要领
5.1 条光选型要领
1、条光照射宽度最好大于检测的距离,否则可能会照射距离远造成亮度差,或者是距离近而幅射面积不够;
2、条光长度能够照明所需打亮的位置即可,无须太长造成安装不便,同时也增加成本,一般情况下,光源的安装高度会影响到所选用条光的长度,高度越高,光源长度要求越长,否则图像两侧亮度传经比中间暗;
3、如果照明目标是高反光物体,最好加上漫射板,如果是黑色等暗色不反光产品,也可以拆掉漫射板以提高亮度;
5.2 环光选型要领
1、了解光源安装距离,过滤掉某些角度光源;例如要求光源安装尺寸高,就可以过滤掉大角度光源,选择用小角度光源,同样,安装高度越高,要求光源的直径越大;
2、目标面积小,且主要特性在表面中间,可选择小尺寸0角度或小角度光源;
3、目标需要表现的特征如果在边缘,可选择90度角环光,或大尺寸高角度环形光;
4、检测表面划伤,可选择90度角环光,尽量选择波长短的光源;
5.3 条形组合光选型要领
1、条形组合光在选择时,不一定要按照资料上的型号来选型,因为被测的目标形状、大小各不一样,所以可以按照目标尺寸来选择不同的条形光源进行组合;
2、组合光在选择时,一定要考虑光源的安装高度,再根据四边被测特征点的长度宽度选择相对应的条形光进行组合;
5.4 背光源/平行背光源造型要领
1、选择背光源时,根据物体的大小选择合适大小的背光源,以免增加成本造成浪费;
2、背光源四周一条由于的外壳遮挡,因此其亮度会低于中间部位,因此,选择背光源时,尽量不要使目标正好位于背光源边缘;
3、背光源一般在检测轮廓时,可以尽量使用波长短的光源,波长短的光源其衍射性弱,图像边缘不容易产生重影,对比度更高;
4、背光源与目标之间的距离可以通过调整来达到最佳的效果,并非离得越近效果越好,也非越远越好;
6、检测液位可以将背光源侧立使用;
7、圆轴类的产品,螺旋状的产品尽量使用平行背光源;
5.5 同轴光造型要领
1、选择同轴光时主要看其发光面积,根据目标的大小来选择合适发光面积的同轴光;
2、同轴光的发光面积最好比目标尺寸大1.5~2倍左右,因为同轴光的光路设计是让光路通过一片45度半反半透镜改变,光源靠近灯板的地方会比远离灯板的亮度高,因此,尽量选择大一点的发光面避免光线左右不均匀;
3、同轴光在安装时尽量不要离目标太高,越高,要求选用的同轴光越大,才能保证才均匀性;
5.6 平行同轴光选型要领
1、平行同轴光光路设计独特,主要适用于检测各种划痕;
2、平行同轴光与同轴光表现的牲点不一样,不能替代同轴光使用;
3、平行同轴光检测划伤之类的产品,尽量不要选择波长长的光源;
6.案例分析
6.1 酒瓶盖条码检测
检测的内容主要有条码识别、条码打标位置是否偏离;使用光源:204mm、60度蓝光。
单个瓶盖:

要求装在包装箱里检测:

选型分析:
1、了解产品特性:
瓶盖上面是黑色,另有红黑交错背景图案,条码为激光刻印显灰色,为了显现出条码,应该将字符打亮,背景与字符分辨明显;我们如果选用红色光源的话,背景中的红色会滤掉打白,会干扰同为白色的字符,所以,我们应该利用光源的互补原理,采用蓝色光源,将红色背景尽量打黑;
白色光源效果:

蓝色光源效果:

2、了解产品形状选择合适光源
瓶盖为圆形,直径为25MM,一般此情况可以选择同轴光或者环形光比较合适;
3、了解产品材质特性选择合适光源
瓶盖为金属材料,表面有印刷图案,比较光滑,反光度很强,选用同轴光或带角度的环形光比较合适;
4、模拟现场打光选择能用的光源
由于酒瓶必须装在包装纸箱里,瓶盖离纸箱上顶部的距离有80MM,考虑需要留一定的空间,因此,瓶盖离光源需要的距离为100MM或以上,如此高的距离,小同轴光跟小环光以及低角度光就不能满足要求,必须选用大同轴光跟大环光
5、打光试验
根据以上情况选择大致的光源后,再进行性价比对比,选择性价比高的光源进行实际打光测试(同轴光如果提到110MM距离的话,需要用到120左右的光,单位价值比较高,所以选择环形光比较经济)
采用180mm、30度蓝色环光在110MM高度打光周边亮带反光强,不利于找中心位。

采用204mm、60度蓝色环光在110MM高度不会将光源LED亮斑影投射到瓶盖上。

6、最终确定光源
根据打光效果图进行软件处理,在得到可靠性及准确性 的条件下选择正确的光源。

以上述案例可以看出:
1、产品的颜色影响光源的颜色;
2、产品的特性可以确定光源的照射方式,从而确定光源的类型;
3、产品的安装空间及相机、镜头、传感器的位置等障碍可以摒弃一些不方便安装的光源;
4、光源的安装高度影响光源的类型及大小;