What is single mode? What is multi-mode?
The essential difference between single-mode lasers and multi-mode lasers is that single-mode lasers have only one mode in the output beam mode, while multi-mode lasers have multiple modes in the output beam mode;

That is, single mode refers to a single distribution mode of laser energy on a two-dimensional plane, and multimode refers to the spatial energy distribution mode formed by superimposing multiple distribution modes. For example, your laser is 1064nm. Suppose you shoot out all 1064nm. But if there are multiple points on a target at the same time, such as 10 rings, 9 rings, 7 rings, 2 rings, etc., even a big hole, then It’s just multiple transverse modes. But if you print out ten rings and one point, it is a single transverse mode [1].

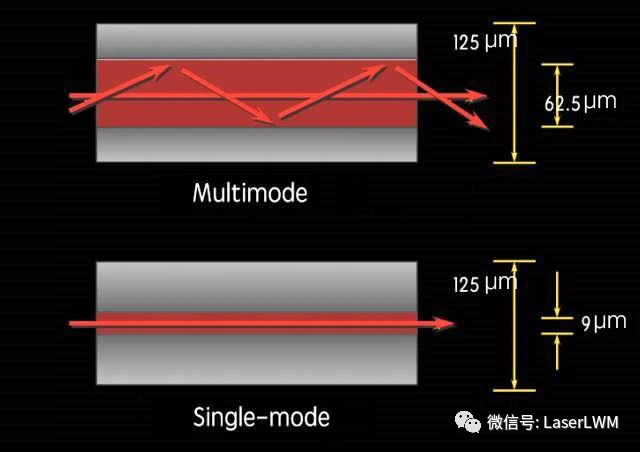
You can think of single-mode as the bow and arrow in the middle, and multi-mode as the bow and arrow at the bottom.
From the perspective of energy distribution:
The single mode often referred to in the industry refers to the transverse mode of the laser, that is, there is only one mode in the cross section, showing a Gaussian distribution. The focus is from the center to the outer edge, and the laser energy density decreases in sequence. Multi-mode, on the other hand, presents many energy points on the cross-section. The more modes there are, the more flat-top the energy is distributed. The metaphor is a red-tasseled gun and a mace.
The difference between single-mode and multi-mode in welding applications is: if you want to do deep penetration welding, single mode or few modes are suitable. Single mode has advantages in splicing deep penetration welding, stack welding, fillet welding, etc., and it is easier to produce high energy density penetration.
Multi-mode is suitable for shallow welding, with good flatness and uniform weld energy. It can also avoid quality losses such as ablation and perforation in the center of the weld caused by the low melting point of the base material. [1]

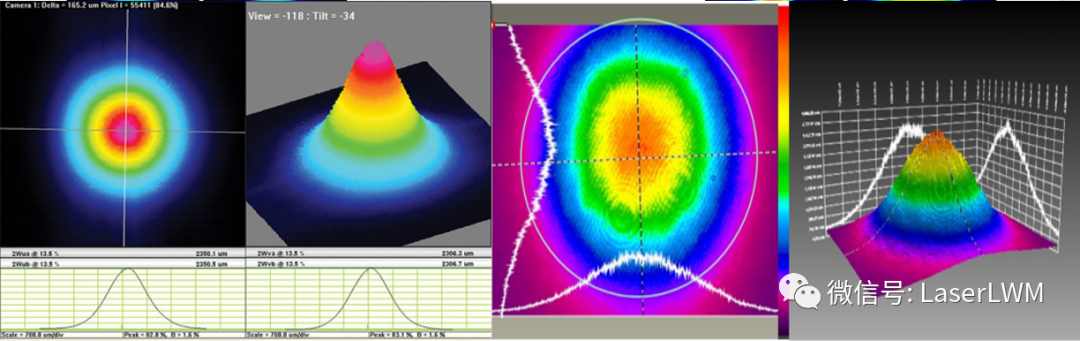
As shown in the figure above: The left picture shows the single fundamental mode energy distribution. The energy distribution in any direction passing through the center of the circle is in the form of a Gaussian curve (normal distribution); the right picture shows the multi-mode energy distribution, which is essentially composed of multiple single laser modes. The spatial energy distribution formed by superposition. The result of multi-mode superposition is that the energy curve approximates a flat-top distribution.
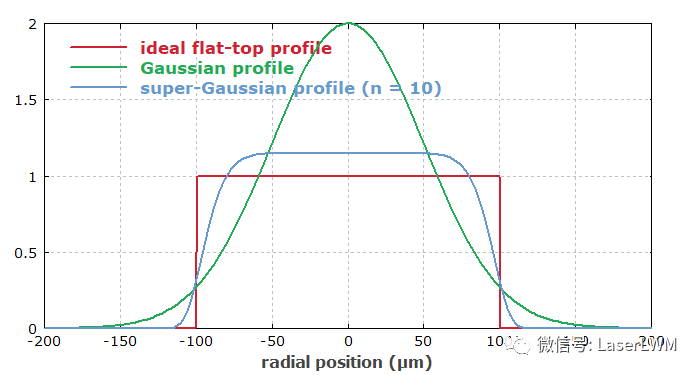
As shown in the figure: Assume that the ordinate of the curve represents energy density, green is Gaussian-like energy distribution, blue is multi-mode energy distribution, and red is flat-top beam. It can be seen that single mode is more concentrated in energy density, and the unit energy density is more big.
Generally speaking, single-mode and multi-mode can be distinguished from the beam quality M² of the laser:
The M² factor is calculated by dividing the product of the actual beam width and the divergence angle by the product of the ideal beam width and the divergence angle, where the ideal beam is defined by the fundamental mode Gaussian beam and the beam width is defined by the second moment. When a laser beam passes through an aberration-free optical system, its M² factor is a transmission invariant, and M²≥1; the farther M² deviates from 1, the worse the laser beam quality is.
Depending on the M2, lasers can be divided into 3 types. M2<1.3 is a pure single-mode laser, M2 between 1.3 and 2.0 is a quasi-single-mode laser, and M2>2.0 is a multi-mode laser.

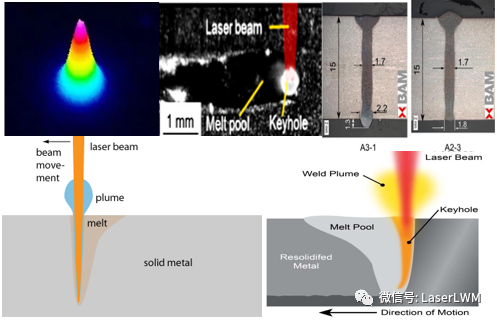
Single mode laser welding
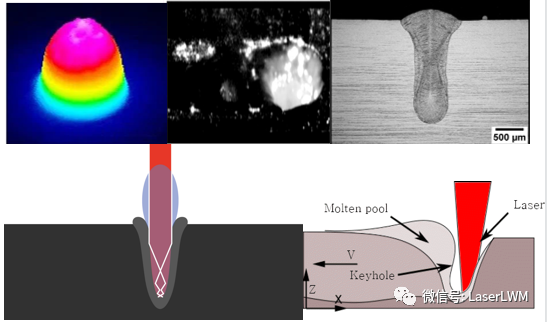
Multimode laser welding
Comparison between single-mode laser and multi-mode laser:
The single-mode laser has a small fiber core diameter (14um), a Gaussian energy distribution, a small focal spot, high energy density (at the same power, the energy density is more than 4-10 times that of multimode), and a small heat-affected zone, especially for High-reflection alloys (aluminum, copper) can instantly form a keyhole in the molten pool (the energy density is much greater than the melting threshold of high-reflection alloys). There is no high-reflection, and it is not easy to damage the optical fiber. It can also achieve high-speed processing of high-reflection alloys, and at the same time, micro-connection There are advantages too.
In terms of heat input: the single-mode energy is more concentrated, the heat-affected zone is small, the molten pool is small, the thermal deformation is small, and the penetration depth is large. The single-mode beam is like a sharp knife, and the multi-mode beam is like a bullet;
Welding process: Single-mode keyhole opening is small, multi-mode keyhole opening is large, which is reflected in the welding stability. Single-mode low-speed welding is unstable and prone to spatter and pores. It needs to be equipped with a swing head, galvanometer, or high-speed welding, low-speed welding Welding spatter is larger, mainly thin plate stack welding and tailor welding; reflected in the metallography, that is, single mode has a larger aspect ratio (ratio of metallographic depth and width); multi-mode can be freely used in thermal conduction welding and deep welding. Welding switching, suitable for splicing, and has strong compatibility with gap fluctuations;
Differences in application: Single-mode has small light spot, concentrated energy, good penetration, and more precise heat input control. It is more suitable for micro-connection processing (3C, medical, etc.) but the power is not high (currently mature commercial use is up to 3000W); multi-mode It can provide higher power (10,000 watts), is suitable for large-area welding, has higher processing compatibility for different material thicknesses, and can be applied to different thicknesses, different gaps, and dissimilar materials. Multi-mode also has advantages in terms of cost.